
Da sempre, lo sviluppo e la produttività
nell'orologeria sono stati determinati da innovazioni tecnologiche. La
prima macchina per il taglio delle ruote deve aver suscitato una grande
eccitazione.
Negli anni '90 l'inattesa rinascita dell'orologeria meccanica, in particolare
degli orologi complicati, è stata resa possibile grazie all'applicazione
dell'elettroerosione (EDM: Electrical Discharge Machining).
[J L C Wijers, 'EDM Machines for Watchmaking', Horological Journal 136
(6) December 1993, p.200-205.
Derek Pratt, 'EDM for the Watchmaker - some practical aspects', Horological
Journal 136 (10) April 1994, p.336-340]
Il processo rende molto conveniente la produzione di presse e stampatrici
ed inoltre è usato anche per produrre direttamente componenti dell'orologio.
Ora, utilizzando nuove tecnologie, provenienti dalla microelettronica,
stanno emergendo due nuovi approcci, l'elettrofoggiatura e l'incisione
al plasma, che fanno prevedere interessanti sviluppi.
L'elettrofoggiatura
è l'opposto dei normali processi di produzione. Nella lavorazione
meccanica, la parte che si vuole ottenere, è ciò che resta
di un pezzo di metallo dopo che è stato eliminato il materiale
in eccesso. Nell'elettrofoggiatura, si parte dal nulla e si crea esattamente
ciò che si desidera.
Il processo è stato sviluppato da un giovane ricercatore che vi
stava lavorando per il suo dottorato in Microtecnologia, presso l'Istituto
Federale Svizzero di Tecnologia di Losanna.
Un anno dopo, nel 1999, con un ex compagno di studi, fondò un'impresa,
la Mimotec, e nel 2001 è stato premiato con la medaglia d'oro dello
Swiss Economic Forum.
Hubert Lorenz ed il suo collega Nicolas Fahrni sono orgogliosi di detenere
il completo controllo della Mimotec, che ha recentemente dichiarato un
giro d'affari di circa 2,6 milioni di Franchi Svizzeri e nomi come Omega,
Rolex, Ulysse Nardin, Jaeger LeCoultre ed il gruppo Swatch tra i suoi
clienti.
Hubert Lorenz cominciò a creare il suo prodotto quando ancora era
all'Università ed è stato capace di gettare le basi per
la sua azienda con finanziamenti iniziali provenienti interamente da un
prestito bancario e da risorse della propria famiglia.


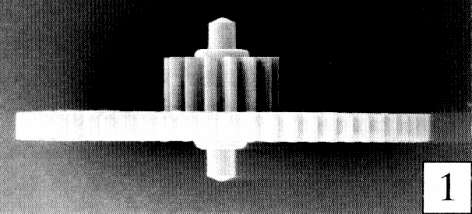
L'elettrofoggiatura permette di produrre pezzi che sarebbero praticamente impossibili da ottenere con lavorazioni meccaniche; da notare lo spigolo vivo dei denti della ruota. La prima scansione mostra lo stampo a polimeri fotosensibili con le cavità dove il pezzo si formerà per elettro-sedimentazione. La ruota di cronografo prodotta in questo modo è posta sulla punta di un ago e si vede leggermente distorta. Essa ha dei transetti molto flessibili e tre braccia centrali che sono inserite con un piccolo gioco in scanalature ricavate nella corona esterna della ruota. Questa elasticità elimina il contraccolpo che si ha normalmente all'avvio del cronografo e permette alla lancetta di avviarsi senza il piccolo salto che di solito si nota con una ruota rigida

La piccola camma per il"ritorno" della lancetta del "fly-back"(ritorno al volo) è spesso ritagliata sulla parte piena per migliorarne il bilanciamento. Con l'uso dell'elettrofoggiatura, si può facilmente ricavare una piccola fessura a forma di freccia per aiutare il riposizionamento da parte del riparatore.
Per ottenere il componente voluto, che può essere un pezzo finito od un piccolo stampo in materiale plastico impiegato per produrre altri pezzi, il processo Mimotec [Mimotec ha un eccellente sito web, www.mimotec.com, dove si trova un articolo di H. Lorenz: Photo-Fabrication of Ultra-Precise Micromolds] si serve di una o più foto-litografie di precisione, seguite da placcatura. Esso è adatto sia per produrre diverse migliaia di pezzi sia piccole quantità per prototipi.
Il processo di produttivo è eseguito su dischi di vetro
di 15cm che sono passati prima con cromo e poi con oro.
Il disco è rivestito con uno strato di polimero fotosensibile di formulazione
speciale, sviluppato in collaborazione con IBM. Il sistema è però
differente da quello usato in microelettronica, in quanto il nuovo materiale
può essere usato in strati piuttosto spessi, fino a 0,7 mm, essendo molto
trasparente alla luce UV, responsabile della polimerizzazione.
Sulla superficie rivestita di polimero si applica una maschera, nella quale
sono ritagliate un certo numero di copie del componente, con profilo al negativo.
Il "sandwich" risultante è posto sotto un fascio perpendicolare
molto uniforme di luce UV. Dove questo attraversa la maschera, il materiale
fotosensibile si polimerizza. La parte non polimerizzata è rimossa con
solvente. Si rimane quindi con uno stampo di plastica che definisce esattamente
la forma del componente.
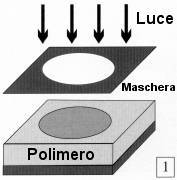
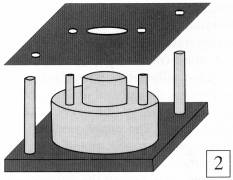
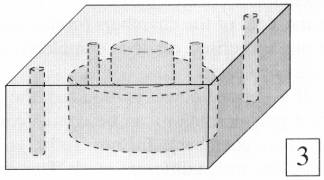
Il processo di elettrofoggiatura per produrre un micro-stampo, comincia col deposito di uno strato di polimero fotosensibile su una base di vetro. Attraverso una maschera di forma apposita, esso è esposto alla luce ultravioletta che ne causa la polimerizzazione. La parte rimanente, non polimerizzata dalla luce UV, è asportata da un semplice lavaggio con solventi. La forma così ottenuta è ricoperta con uno strato d'oro seguito da un ulteriore strato di polimero fotosensibile. Il processo è ripetuto grazie ad una maschera più complessa che produce una forma successiva. Essa sarà ricoperta di metallo per ottenere uno stampo di fusione. A questo punto, quindi il materiale polimerizzato sarà rimosso. Il blocco di fusione finito comprende due piccoli fori per l'iniezione della materia plastica e due fori più esterni per permettere l'accoppiamento con l'altra metà dello stampo (non visibile).
Caratteristiche importanti del processo sono:
Dovendo produrre un pezzo in più passaggi, la superficie
ricavata dalla prima polimerizzazione può essere rivestita con oro (spruzzato
in una camera sotto vuoto), rivestita con altro polimero fotosensibile ed il
processo si può ripetere con una nuova maschera. Si potrebbe per esempio
realizzare un gruppo ruota-pignone in pezzo unico, con questo sistema.
Il lavoro è interamente svolto in un locale asettico ad illuminazione
controllata, con filtri UV applicati alle finestre ed a tutte le fonti di luce,
in modo da assicurare che il materiale fotosensibile si polimerizzi esattamente
come richiesto.
I dischi così preparati, ognuno dei quali contiene
"forme" anche per 4.000 componenti, sono avviati ad un processo
di placcatura dove, con metodi standard, si deposita del nickel (con una
quantità di fosforo che può arrivare al 12%) sulle superfici
in dorate.
Il deposito di circa 100 micron dura approssimativamente sette ore e nella
stessa vasca possono essere sistemati 10 dischi. Il processo continua
finché i componenti diventano più spessi di circa il 20%
rispetto alla dimensione finale richiesta. Anche se le dimensioni laterali
sono definite molto rigorosamente dalla precisione della maschera e dalla
collimazione della luce di polimerizzazione, il controllo del processo
di deposizione di metallo è poco preciso a causa della difficoltà
a controllare le condizioni del processo di placcatura.

Il Dott. Hubert Lorenz con un piatto di componenti dopo l'elettrofoggiatura. Egli si trova fuori della stanza asettica controllata dove sono preparati i piatti.
Dopo l'elettrofoggiatura, i dischi sono spianati per avvicinarsi allo spessore finale richiesto. I componenti sono rimossi dolcemente dal disco con un procedimento che, come la rimozione del materiale non polimerizzato, non è mostrato ai visitatori. I singoli componenti sono portati poi allo spessore finale tramite lappatura e sono controllati visivamente. L'80-90% di loro sarà entro le tolleranze richieste. Spesso, sullo stesso disco si possono produrre componenti diversi (annidandoli per sfruttare il massimo dello spazio) cosicché l'addetto al controllo post-produzione dovrà anche suddividerli. Dato che pezzi di molteplici forme possono trovare posto su un singolo piatto, prototipi o varianti possono essere aggiunti a gruppi di componenti di serie, riducendo notevolmente il costo iniziale per le idee nuove.

Uno dei circa 20 tecnici che passano la maggior parte del giorno nella stanza asettica, dalle dimensioni di un campo da tennis, del CSEM/Università di Neuchatel.

Macchina per la lappatura. I cilindri si muovono in un moto orbitale attorno al piatto caricato con olio e polvere abrasiva finissima. I componenti sono posti con la superficie da lappare verso il basso e pressati da un disco piatto. I componenti piccoli sono confinati all'interno di anelli sciolti inseriti nei cilindri. Ogni anello ha poi un peso separato.
Il nome Mimotec deriva da MIcro-MOulds TEChnology (tecnologia
per la produzione di micro-stampi) e riflette l' iniziale interesse della società
per la realizzazione di micro-stampi per lo stampaggio ad iniezione di piccoli
componenti plastici, per le industrie dell'orologio e della biotecnologia.
La procedura è molto simile a quanto descritto sopra, tranne che la forma
finale è prodotta in resina e poi rivestita con metallo per produrre
lo stampo, piuttosto che l'oggetto. Gli stampi sono divisi in due metà,
una dotata di piccole spine e l'altra di fori corrispondenti per l'esatto accoppiamento
durante lo stampaggio per iniezione.
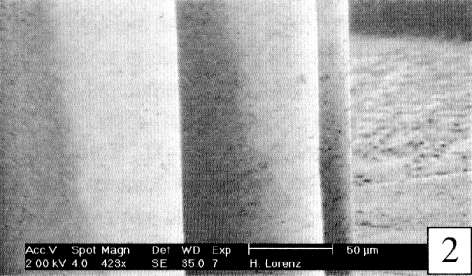
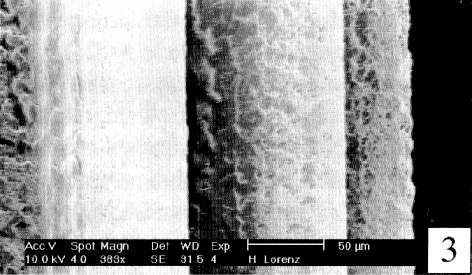
Un gruppo ruota-pignone di plastica (1), realizzato in uno stampo di Mimotec. Un'immagine ingrandita del pignone mostra una superficie più liscia (2) rispetto a quella di un pignone simile prodotto in uno stampo ottenuto per elettroerosione (3).
La ruota di scappamento dello scappamento a doppio impulso diretto
usato nell'Ulysse Nardin Freak, (HJ di Maggio,
pag. 162, Giugno pag. 203) fu descritta come "tagliata al plasma da un
pezzo di silicio".
Questo processo è eseguito per conto di Ulysse Nardin dal CSEM (Centro
Svizzero per l'Elettronica e la Microtecnologia) presso il ComLab. Il CSEM opera
unendo la ricerca pura alle tecniche di produzione ed ha stabilito una sinergia
con l'industria che aiuta entrambi a progredire.
Il ComLab è un laboratorio ibrido tra ricerca e sviluppo dell'Istituto
per la Micro Tecnologia (IMT) ed il CSEM. L'IMT che ha un'ottima reputazione
scientifica internazionale, fa parte dell'Università di Neuchâtel.
I Cantoni svizzeri hanno cercato, informalmente, di concentrare il loro impegno
per l'istruzione superiore in aree particolari e quello di Neuchâtel,
per la sua stretta relazione con l'orologeria, si è concentrato sulla
microtecnologia.
Come spiega il dott. Arno Hoogerwerf, il membro dello staff del CSEM responsabile
per il progetto Ulysse Nardin, le collaborazioni del COMLAB offrono accesso
ai ricercatori ad attrezzature più costose di quanto essi potrebbero
permettersi e pongono l'industria al passo con le ultime innovazioni nei metodi
di fabbricazione.
La tecnica comincia con un wafer di silicio da 10 micron di spessore che fa
da substrato. La sua superficie viene ossidata e quando un secondo wafer da
15 micron, dal quale saranno tagliate le ruote, vi è appoggiato sopra,
essi aderiscono l'un l'altro. Il sandwich è successivamente cotto al
forno per formare un legame molto forte fra i due strati. Anche la superficie
del secondo wafer viene ossidata e, usando una maschera fotolitografica, l'ossido
è rimosso in alcune zone. La maschera incisa contiene un insieme di profili
della forma che si dovrà ottenere. Una disposizione molto serrata minimizzerà
l'ammontare di materiale da rimuovere.
Il sandwich risultante è messo in una camera sotto vuoto. Una piccola
quantità di gas Sulphurhexafluoride (SF6) è immessa nella camera.
In presenza di un campo elettromagnetico molto potente si forma un plasma estremamente
aggressivo che è spinto verso il sandwich ed erode il silicio esposto,
nelle zone dove è stata eliminata l'ossidazione.
Dato che la camera è relativamente grande, la maggior parte del plasma
è prodotta ad una certa distanza dal silicio esposto, quindi esso viene
inciso con un angolo quasi verticale. C'è un angolo di rientranza molto
leggero che limita lo spessore nel quale i componenti possono essere prodotti
ma le dimensioni sono comunque appropriate per parti di orologio.
L'incisione procede alla velocità di pochi micron per minuto. Il processo
si arresta quando la corrosione giunge allo strato di ossido sul wafer di substrato.
I componenti sono separati dissolvendo lo strato di ossido tra i wafer.
Il CSEM è anche attivo in trattamenti anti-attrito ed è in grado
di rivestire i componenti con carbonio simile al diamante, per produrre uno
strato a basso attrito che riveste la superficie di silicio.
Ulysse Nardin sta effettuando degli esperimenti con lo scappamento a doppio
impulso diretto per vedere se questo rivestimento produce qualche vantaggio
nell'uso.

Un gruppo di ruote di impulso in silicio per lo scappamento a doppio impulso diretto Ulysse Nardin, prodotte tramite incisione al plasma. I prototipi elettrofoggiati in nichelio risultarono avere troppa inerzia. Si noti che per ridurre il peso, i denti di ruota sono scheletrati (l'ingrandimento).
Riconoscimenti
Si ringraziano il Dott. Hubert Lorenz (Mimotec), il Dott. Arno Hoogerwerf (CSEM)
e Pierre Gygax (Ulysse Nardin) per l'ospitalità durante le visite ai
loro stabilimenti e HL ed AH per la correzione di questo articolo.