Testo scritto e curato da Adriano Davidoni -"Longinespassion" (copyright adavidoni@gmail.com)
Come sempre lo scopo del presente articolo è quello di analizzare da vicino e con dovizia di particolari , un aspetto importante della tecnica orologiera passata (a volte anche presente), la finitura dei movimenti di grande qualità.
Una ricerca rivolta agli appassionati alle prime armi o desiderosi di completare il loro bagaglio tecnico/culturale.
Come al solito posterò molte immagini di miei Longines ma ciò non dovrà dare l'idea che la casa di St.Imier fosse la migliore bensì è un semplice caso che la mia modesta collezione annoveri solo segnatempo con la clessidra alata. Un fatto meramente contingente.
Cominciamo a parlare di finiture.
Perché i movimenti venivano decorati?
All'inizio le decorazioni altro non erano che il ripassare meccanicamente i pezzi di un movimento al fine di levare imperfezioni ed inestetici segni
delle macchine utensili.
Nel contempo le rugosità di alcune tipologie di finiture “catturavano” polvere e pulviscolo che in qualche modo si depositava in misura minore tra
perni, ingranaggi e ruotismi, aumentando attriti e problemi.
Ciò giovava al funzionamento ed alla protezione dalla corrosione , allo stesso tempo faceva sfoggio di minuziosità e raffinatezza da parte
dell'artigiano esecutore.
Col tempo solo i movimenti di pregio o le maison di alto livello utilizzarono le tecniche di rifinitura trasformandole in tecniche di decorazione.
All'epoca solamente le maison di grande prestigio (Patek , Vacheron , Audemars, JLC ) o altre di grande tradizione (Longines, Movado, Minerva, IWC ecc.)
portavano sul mercato segnatempo di serie o pezzi "speciali" in cui la cassa, il quadrante ed il movimento erano delle vere e proprie "fuoriserie" con
finiture , materiali e quadranti particolarmente belli e preziosi.
Chi non prova oggigiorno emozione nell'aprire una cassa e vedere un movimento tutto luccichii e riflessi regolari?
Logicamente i listini dell'epoca , oltre al materiale della cassa spesso riportavano sovrapprezzi per quadranti speciali e lavorazioni speciali del
movimento.
Sintetizzando quindi possiamo dire che i movimenti di lusso o speciali avevano decorazioni speciali.
Ciò premesso passiamo ad analizzare ad uno ad uno i principali mestieri di decorazione.
A.Trattamento galvanico (VRAC)
Viene considerata più una protezione che una finitura.
Fatta attraverso un bagno galvanico di oro , nichel , rodio o rame, prevede una preparazione
delle superfici molto minuziosa e raffinata affinché i materiali che si depongono superficialmente risultino omogenei e di aspetto "pieno".
Ho sentito parlare di doratura dei ponti e delle platine mediante la tecnica della doratura a mercurio (tecnica cosiddetta per "amalgamazione").
Da una mia ricerca risulta però che tale sistema in uso nel secolo XVIII e XIX fosse utilizzata maggiormente negli accessori per i mobili, sui corpi
delle cosiddette "parigine" o nella pendoleria.
La tossicità delle operazioni in cui, a seguito del passaggio in forno ad alta temperatura, il mercurio
sublimava esalando vapori venefici, portò la Francia ad adottare una legge alla fine '700 per l'abolizione di tale pratica.
Già coi primi del '900 non
era più ammessa ed era sostituita dai trattamenti galvanici (i cosiddetti "doreurs" non raggiungevano mai i 40 anni..).
Altro mestiere similare era il "nickeleur".
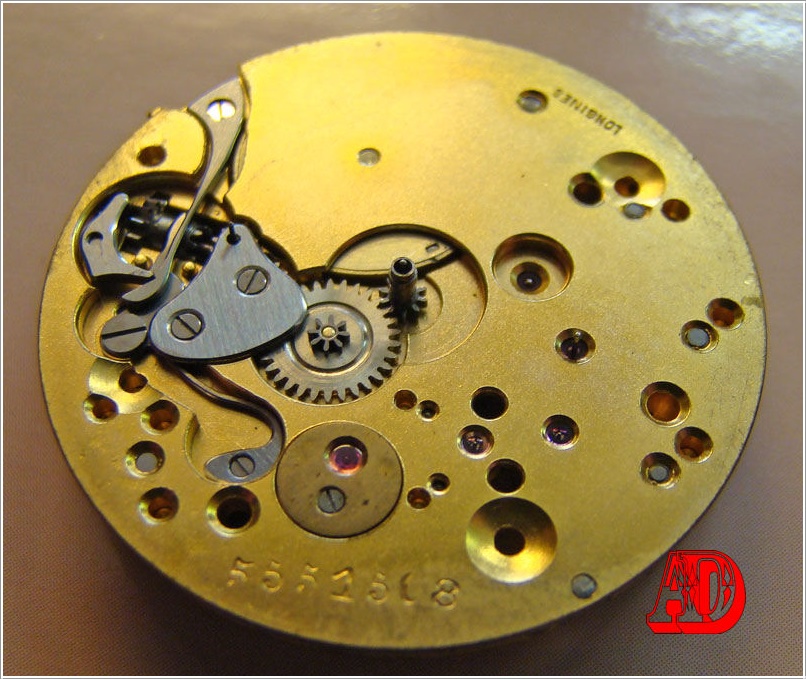
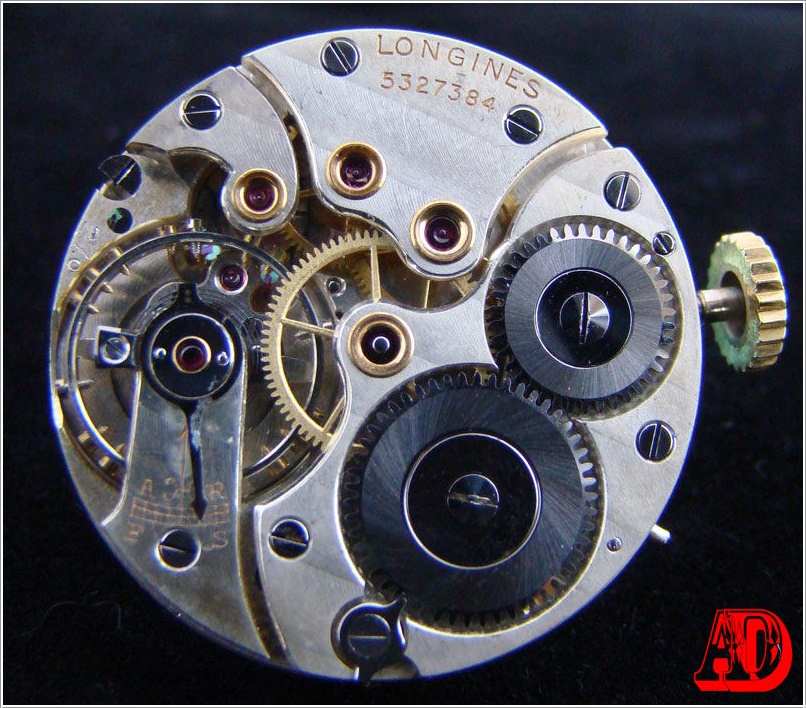
Esempio di movimento 13ZN Longines con finitura dorata, la più comune, l'altra , la più rara, è la rodiata.....
Se osservate la doratura noterete che presenta la superficie ruvida con "microgranuli".
Un aspetto "sabbiato".
In realtà è una spazzolatura chiamata "picchettatura" che prepara il fondo per il trattamento galvanico rendendolo uniforme.
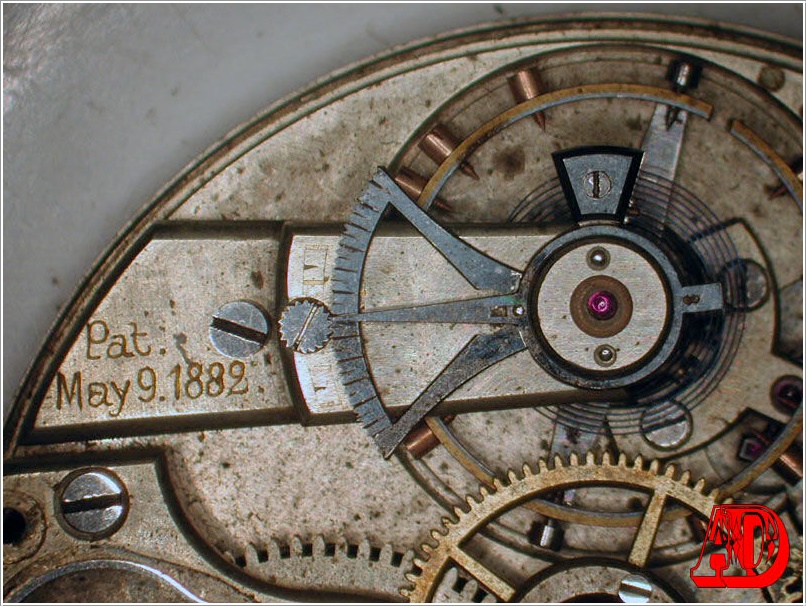
B. Adoucissage
Si tratta di una finitura semplice che serve a rendere il pezzo omogeneamente rifinito ed avviene a mezzo di carta abrasiva di grana variabile o a mezzo
lime fini.
Un tempo era fatta completamente a mano e veniva adoperata la pelle di smeriglio.
Viene particolarmente apprezzata nei movimenti cronografici
dove le leve assumono una tonalità di grigio uniforme e opaco.
Una particolare finitura abrasiva radiale viene chiamata "soleillée" e si ottiene
mediante apposita spazzolatrice meccanica.
Il mestiere specifico era chiamato "adoucisseur".
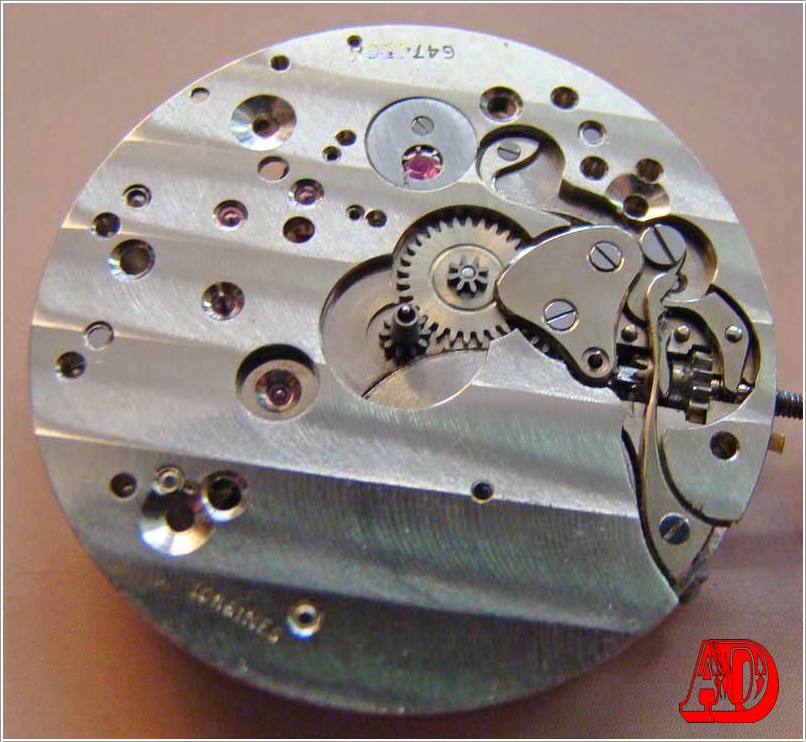
Dettaglio di movimento di 30ch Longines in cui l'adoucissage è evidente.
C. Perlage
Di memoria medievale (si adoperava nel vasellame e ceramiche di tale epoca) consiste nella realizzazione di "rosette" concentriche regolari ottenute con
l'ausilio di una punta diamantata.
Tali "rosette" vengono eseguite una accanto all'altra con estrema precisione senza sormonti o variazioni di
profondità.
Altra tecnica similare ma che ammette i sormonti ed una certa irregolarità è la cosiddetta "oeil de perdrix" (occhio di pernice)".
Con lo stesso nome
viene chiamata la lavorazione di foratura concava sulla platina e sui ponti atta ad accogliere i rubini e le viti (chamfrein = smusso/bisello).
La
costola così ottenuta può essere lucidata o dorata.
Tale decorazione ha una sua utilità pratica nelle operazioni di smontaggio dei rubini (più
maneggevole).
Si tratta di una tecnica di grande precisione e di elevato costo.
Il mestiere d'arte è quello del "decorateur".
Esempio di perlage su movimento 19AS Longines.
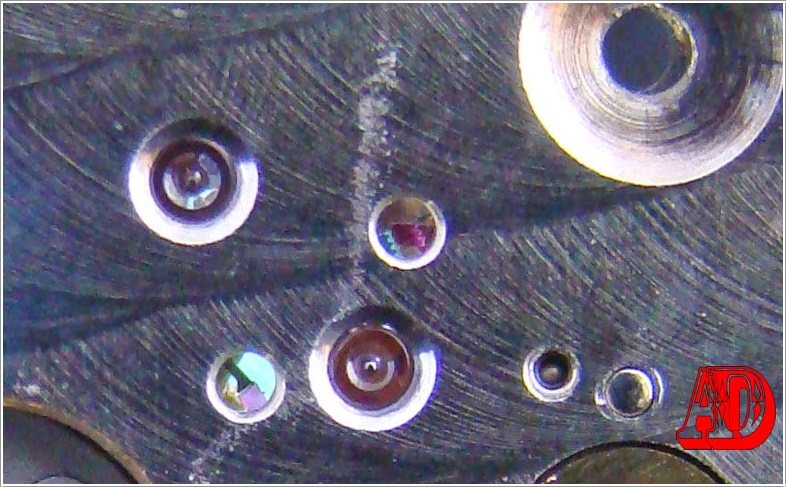
Ecco un esempio di "oeil de perdrix" su movimento Longines 27o degli anni '30.
Altro dettaglio su 30ch in cui si vede lo smusso (occhio di pernice) sulla sede della vite
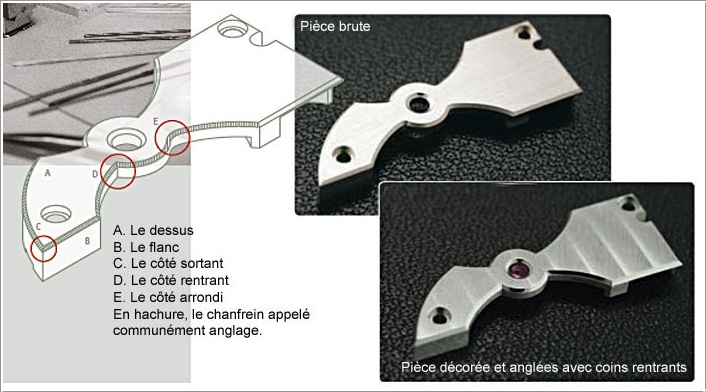
D. Anglage (chamfrein)
Finitura famosa tra i collezionisti di orologi vintage risulta particolarmente apprezzata.
In pratica gli angoli delle leve, dei ponti ed altri
particolari vengono limati a 45° rompendo così il filo ed eliminando eventuali sbavature di lavorazione.
Tale finitura rende i vari componenti regolari
ed ottengono un livellamento perfetto.
Nei movimenti vintage ed in alcuni moderni si otteneva mediante limatura a mano.
La costola limata veniva poi
lucidata a mezzo di torni in legno.
Gli specialisti , molto ricercati , venivano chiamati "angleur chamfrein".
Oggigiorno i pezzi vengono già ottenuti
con gli smussi a 45° mediante stampaggio o con centri di lavoro CNC.
Naturalmente alcune case di prestigio continuano la tradizione del passato con
anglage fatto a mano.
Eccovi alcuni dettagli che Giulio Papi ha mostrato sul sito www.horologerie-suisse.com (naturalmente lo ringrazio per lo splendido intervento da cui
mutuo alcune esaustive immagini)
angolo arrotondato (due smussi s'intersecano in modo raccordato)
- angolo interno (due smussi s'intersecano internamente)
- angolo esterno ( due smussi s'intersecano esternamente)
Un buon anglage (non tutti sono uguali naturalmente) deve essere uniforme e regolare e la superficie della costola perfettamente lucida.
Ringrazio
tantissimo G.Papi ed invito tutti voi a visitare il succitato sito web.
Si tratta di una tecnica antica e raffinata che richiede molta maestrìa.
La preparazione di un tecnico richiede almeno un anno di studio e applicazione
e viene trasmessa tuttora da maestro ad allievo, come in passato.
Gli strumenti di lavoro sono le lime fini, i brunitori ed i torni.
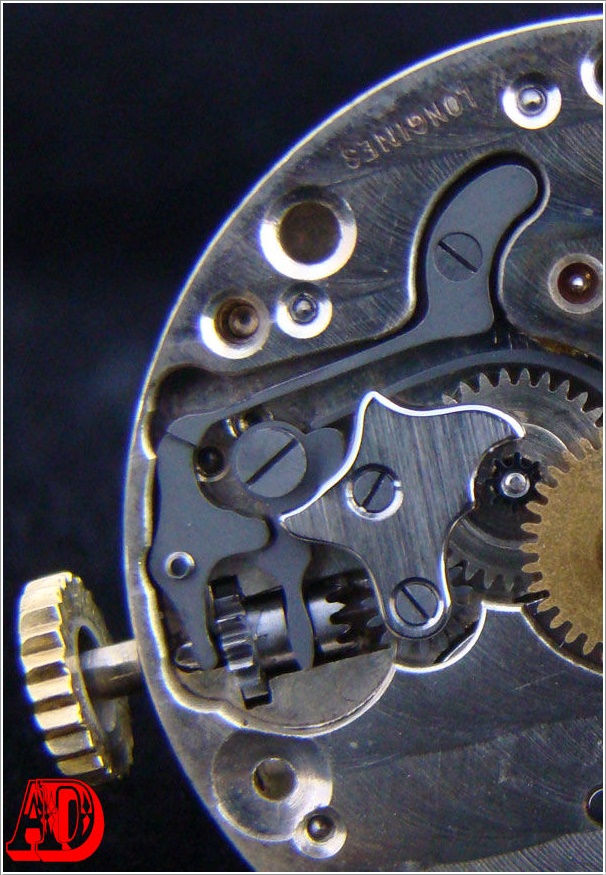
L'immagine ritrae il calibro 27o Longines.
Come potete notare l'anglage è fatto molto bene.
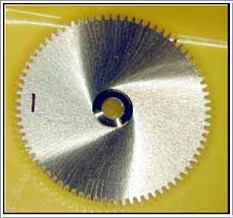
E. Cotes de Généve
Viene considerata la regina delle finiture.
Una pietra abrasiva circolare di dimensione e finezza variabili viene azionata a velocità elevata asportando
del materiale dalla platina (prima sopra e poi sotto) lasciando il tipico segno longitudinale con righine sul metallo (più o meno segnate).
La macchina alterna una riga in un senso di rotazione con una con senso opposto lasciando il caratteristico effetto ondulato bitonale.
Anche in questo
caso il mestiere è quello del "decorateur".
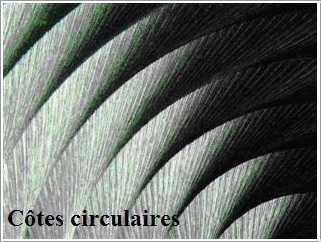
Le onde possono essere sia circolari che longitudinali ma sempre alternate per rotazione dell'attrezzo.
La parte superiore di un movimento 13zn rodiato ove ci sono le onde di Ginevra....e gli occhietti di pernice
Il lato A dello stesso movimento con la stessa tecnica di decorazione, francamente emozionante.
Dettaglio del lato B
Dettaglio del lato A
Nel caso di onde con lo stesso verso di scavo si parla di lavorazione a "cotes mecaniques", altro tipo di lavorazione meno pregiata della precedente.
Lavorazione molto delicata e richiedente grande maestria e tempo d'esecuzione si trova esclusivamente su movimenti di grande pregio e con finiture
generali elevate.
Esempio di cotes de Geneve circolari.
Ecco un movimento rodiato di M90 anni '40-'50
Nella foto presa sempre dal topic di G.Papi si vede un tornio a legno per l'anglage
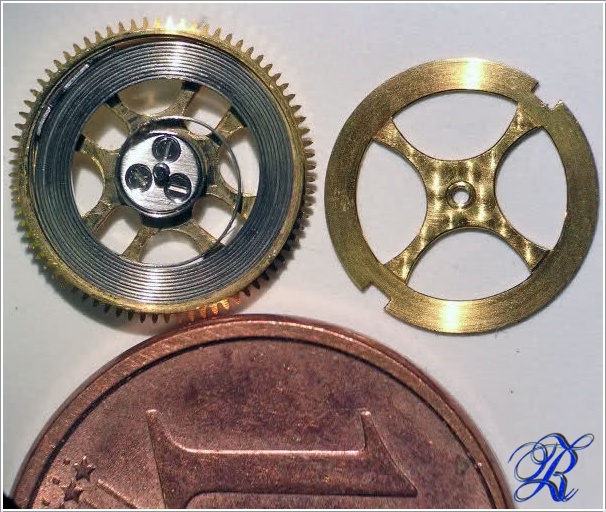
F. Colimaconage/cerclage/soleillage
Si tratta di finiture fatte a macchina che donano differenti aspetti a ruote , bariletti ecc.
Così facendo si dona brillantezza e si rende meno soggetto
all'ossidazione il pezzo trattato.
Foto courtesy Watches-lexic di Papi che ringrazio
esempio di cerclage su ruota (Stessa fonte)
esempio di Soleillage
Foto courtesy Watches-lexic di Papi che ringrazio
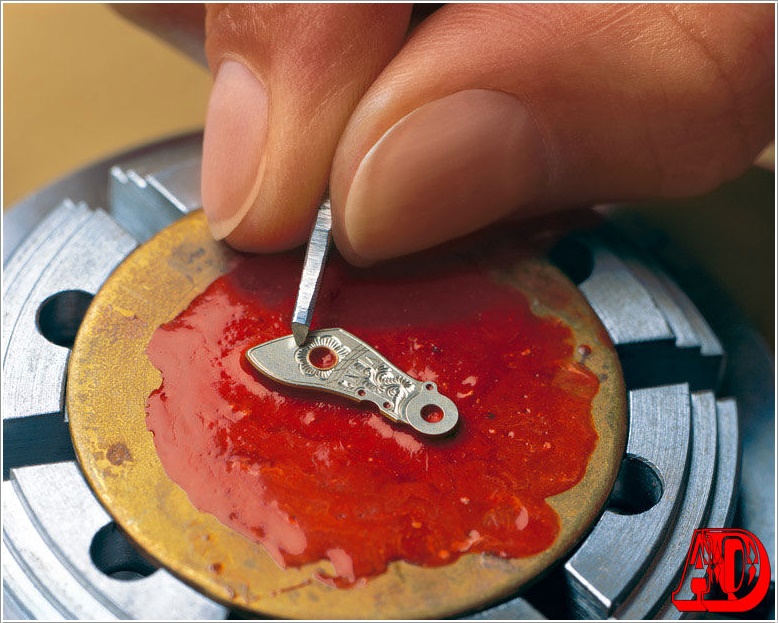
G. Ciselage
Mestiere d'arte assoluto, un tempo veniva utilizzato nella marcatura dei ponti cronografici.
Applicato alla decorazione generale di un movimento fa si
che lo stesso si trasformi in una preziosa ed unica opera d'arte.
Portata all'estremo quest'arte ci ha fatto vedere i movimenti "squelette" .
L'artista usa differenti punte ,chiamate dai maestri Elvetici "burin" (in italiano= bulino) e, dopo aver
riportato il disegno con la matita copiativa sulla superficie, asporta il metallo (vedi video da www.hautehorologerie.com).
Quest'arte si applica anche
alle casse ed ai quadranti.
Foto da sito Haute-Horologerie che ringrazio
H. Guillochage
Come per i quadranti anche per alcune parti dei movimenti vengono utilizzati i torni cosiddetti "Rose" per ottenere le decorazioni guilloché.
In uso
sulle masse oscillanti degli automatici di grande prestigio donano un effetto veramente ammirevole ai pezzi decorati.
Foto stessa fonte delle precedenti con tornio rose
esempio di guillochage
Alcuni dettagli di finitura su di uno scheletrato AP.
Eccovi il ponte del ruotismo sul lato A dove , oltre al lavoro di "scheletratura", notiamo il famoso "occhio di pernice" sulle sedi dei rubini
Sul lato B invece abbiamo la lavorazione a "perlage" e la numerazione del pezzo.
Infine un ultimo dettaglio dell'interno del coperchio del bariletto dove potete notare la finitura a "cerclage" ed il consueto "perlage"
Esempi antichi di finiture:
Ecco di che cosa era capace la Longines