Testo scritto e curato da Adriano Davidoni -"Longinespassion" (copyright adavidoni@gmail.com)
Premessa
Nel
mondo degli orologi vintage non esiste un testo dedicato ai
collezionisti in cui si possano comprendere le tecniche di produzione
dei quadranti, le loro tipologie e, soprattutto, la loro disamina
sull'effettiva originalità.
Dato che il quadrante è fondamentale nella
valutazione collezionistica ed economica di un orologio d'epoca o
vintage, mi sono premurato di scrivere un nuovo testo che racchiudesse
in sé la maggior parte delle informazioni da me raccolte necessarie, a
mio avviso, alla creazione di una base conoscitiva sufficiente a
determinare autonomamente l'originalità di un quadrante.
Ricordate
sempre però che il confronto con gli esperti é molto utile in quanto i
"casi particolari" nel mondo dei quadranti sono all'ordine del giorno.
Le
tecniche per la realizzazione dei quadranti sono molto varie e
racchiudono in loro il cosiddetto "savoir faire" svizzero, frutto di
centinaia d'anni di esperienza, spesso gelosamente coperto da segreti
tramandati di padre in figlio e custoditi dalle corporazioni.
Senza la
conoscenza generale delle tecniche non si possono capire certi dettagli a
volte determinanti per una buona scelta e non si può possedere la
necessaria elasticità di giudizio che solo tale conoscenza può
permettere.
Spero vivamente che attraverso la lettura di quanto
troverete di seguito ,sia il neofita quanto l'esperto, trovino le
risposte a loro utili ed allo stesso tempo alcune "leggende
metropolitane" , frutto di "furbizia" commerciale ed ignoranza , trovino
il loro naturale epilogo.
La grande distinzione esistente nel mondo dei quadranti è fra i cosiddetti "metallici" ed i classici in "smalto".
Cominciamo con i più vicini a noi appassionati vintage….
I QUADRANTI METALLICI (detti "butler dials")
.1 La piastra di base (ébauche)
Agli
albori della storia orologiera moderna (la cosiddetta "premier age"
(1518-1650) secondo lo storico e studioso svizzero A. Chapuis , i
quadranti venivano realizzati in metallo (di solito argento) che veniva
finemente inciso a mano con decorazioni tradizionali (fiori, foglie
ecc..) da sapienti artigiani.
Altro esempio
Con
l'avvento della tecnica dello smalto , nel '700 , ci fu un periodo di
uso congiunto delle due tecniche (quadrante in metallo e indici in
smalto - le cosiddette "cartouches" , oppure le sole "secondiere" in
smalto). Caduti in disuso , i quadranti metallici furono ripresi da A.L.
Breguet e A.J.Lèpine (quest'ultimo, famoso per il suo rivoluzionario
movimento, diede grande impulso anche alla grafica dei quadranti , fu in
effetti il primo a proporre quadranti con numeri arabi e numeri arabi e
romani , misti, Breguet si rifece a lui nelle sue proposte) .
Esempio Breguet
Esempio Lépine
La
definitiva ripresa dei quadranti metallici , coincidente col declino
degli smalti, avvenne intorno agli anni '20 del secolo scorso.
Quadrante metallico con indici romani successivo al 1895
Altro esempio
Il
materiale con cui è costruita l'ébauche del quadrante (la piastrina di
base) può essere di diversi materiali e leghe sempre a base rame (ciò é
fondamentale per il successivo trattamento di galvanostegia. Infatti il
rame può ricevere direttamente la placcatura sia d'argento che d' oro al
contrario di altri metalli) .
Ecco di seguito elencati i vari materiali e leghe (tratto e liberamente tradotto dal sito Stern Crèations SA che ringrazio):
A. Ottone
La
più comune (90% dei quadranti) è realizzata in ottone ("laiton" in
francese e "brass" in inglese) , una lega di rame e zinco (dal 10 al 37%
di zinco) conosciuta sin dai tempi degli antichi romani . Si tratta di
una lega ottima nei trattamenti di "tapisserie", piegatura ed
impressione a freddo. Anche a spessori molto sottili mantiene notevole
rigidezza. Viene trattata galvanicamente con l'argento.
B.Tombac
Di
colore rosato è una lega appartenente alla famiglia degli ottoni in cui
la percentuale di zinco varia dal 5 al 15%.Viene utilizzata, dopo
l'argentatura galvanica, per l'esecuzione di quadranti bicolori .
C.Chrysocale
Il
chrysocale è una lega ternaria a base di rame , zinco e piombo .
L'aggiunta dello zinco migliora il decapaggio , la colabilità e la
malleabilità. Viene utilizzato su quadranti con pietre incastonate e/ o
madreperla. Dopo il bagno galvanico viene utilizzato direttamente e con
spessori minimi. Si presta bene anche alla laccatura.
D.Maillechort
La
maillechort è una lega ternaria di rame, nickel, zinco messa a punto
dai Sigg. Maille et Chorier , contenente da 17 al 27% di Zn, e dall' 8
al 18% di Ni.
Il suo colore ricorda quello dell'argento e nonostante
non lo contenga , viene denominata « nickel silvers » in inglese o «
neusilber » in tedesco. Il suo colore varia dal bianco giallo al
bianco/argento a seconda del tenore di nichel contenuto. Lega vicina
agli ottoni presenta una buona duttilità a freddo ed una resistenza
meccanica superiore. Si usa dove è necessario ottenere svariate
sfumature di colore in alternativa al tombac .
E.Metalli preziosi
Il
re dei materiali nella fabbricazione delle "ébauches" è l'oro , un
materiale eccezionale per le finiture guilloché ai torni rose. E'
adoperato come supporto eccellente per incastonare pietre e per la posa
degli smalti. Sopporta il calore sino ad 800°C come il rame.
Si adopera anche il platino (eccezionale nelle finiture sabbiate) e l'argento (soprattutto in passato).
Le
"ébauches" , così suddivise per materiale e diametro , vengono poi
immagazzinate per essere avviate alle successive lavorazioni.
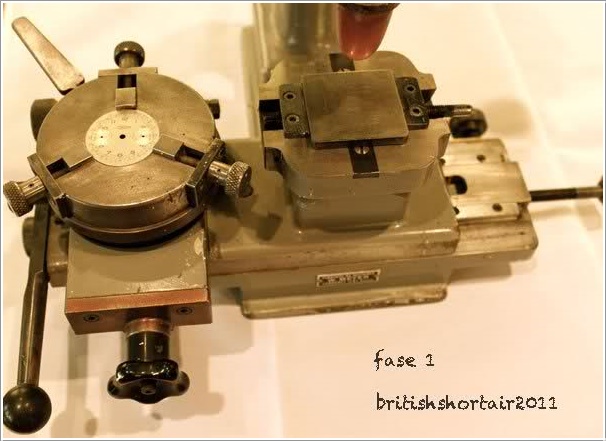
Quando
la commessa entra in produzione, le "ébauches" passano ai laboratori di
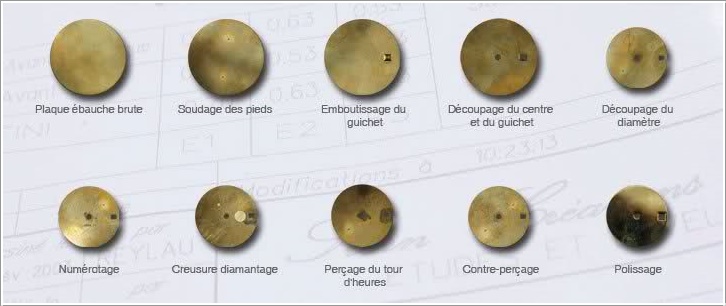
lavorazione meccanica dove seguono un ciclo ben preciso:
1°saldatura dei piedini
2°creazione della finestrella data
3°taglio/foratura del foro centrale ore/minuti e rifinitura della finestrella data (se c'è naturalmente)
4°taglio dell' ébauche del diametro richiesto.
5°numerazione del quadrante e punzonatura
6°trattamento di smerigliatura fine e a diamante della superficie a vista
7°foratura dei secondi decentrati e degli indici (se sono previsti)
8°contro-foratura
9°lucidatura della superficie a specchio
La lucidatura a specchio eseguita presso la Stern Creations oggigiorno
La sequenza delle lavorazioni dell'ébauche
(photo courtesy Stern)
Ancora
oggi molte lavorazioni vengono eseguite a mano anche con l'ausilio di
utensili frutto dell'ingegno svizzero del passato e mantenuti in
perfetta efficienza dalle maison ancora in attività:
La saldatura dei piedini , la lucidatura a specchio ecc. seguono i ritmi di un'arte sviluppatasi nella metà del 1700.
A ciò si uniscono vari interventi preliminari quali taglio e foratura
per i quali al giorno d'oggi i macchinari moderni a CN permettono
risparmi di tempo e precisioni al micron.
A questo punto
l'ébauche è pronta per i trattamenti galvanici oppure per le lavorazioni
meccaniche di decorazione attraverso l'uso di antichi torni cosiddetti
"rose" o per i più semplici e moderni "copiatori". Vorrei aggiungere che
i metalli adoperati dall'industria dei quadranti sono rimasti immutati
dagli albori sino ai giorni nostri.
Avviamoci quindi verso i successivi laboratori specifici.
.2 Decorazioni al tornio dell'ébauche (guillochage ,tappisserie ecc.)
L'arte
della godronatura o "guillochage" in francese , ha antiche origini in
tutta la Svizzera ed alcuni atti notarili riportano contratti
d'apprendistato già nel 17° secolo. A metà del 18° secolo vi fu una
lunga disputa tra la corporazione degli orafi (orfévres) ed i graveurs
(incisori). Alla fine i graveurs ebbero la peggio e furono obbligati ,
nel 1716 , a riunirsi in una corporazione (che rimane comunque una delle
più antiche).
Nel
1789 la sola corporazione di Ginevra contava 204 iscritti e 13
tornitori a guillocher
.Dovete sapere che i graveurs lavoravano
direttamente sia per gli orologiai che per gli orafi , spesso operavano
nei loro stessi edifici. Un tempo il lavoro dell'incisore rispettava le
ferree regole dell' importante corporazione (solo a Ginevra si poterono
contare nel tempo fino a 500 iscritti).
La loro rigida disciplina
prevedeva una gerarchia così composta:
1°L'operaio formato , un maestro dell'arte che era l'anima del decoro. Era denominato "le dispositeur".
2°"Le finissuer" , interprete coscienzioso del precedente.
3° "Le champleveur" (colui il quale se la vedeva con gli smaltatori)
4°Il personale di media abilità , i cosiddetti "ramolayeurs" , "ciseleurs" e "finisseurs de subjets".
5°I "traceurs" da decalcomania.
6° per ultimi i cosiddetti "millefeuilleurs".
A parte c'erano i "guillocheurs" , gli operatori sui torni (tratto da "L'horologerie et la gravure" di Emile Piroué).
Il
lavoro di tornitura decorativa è un mestiere antico , molto più di
quanto si pensi.
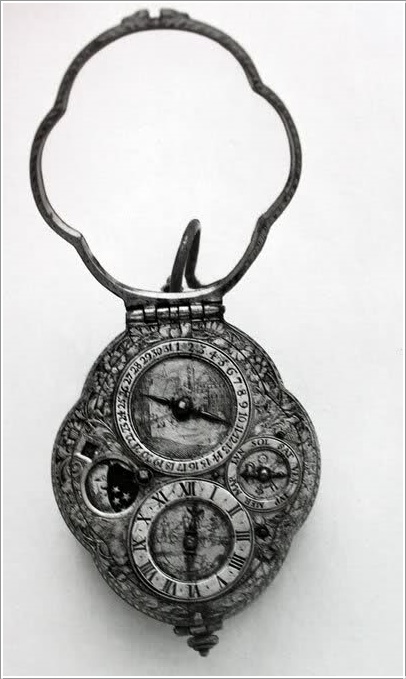
Si presume che l'inventore più accreditato sia un certo
Francois Guérind di Ginevra che costruì il primo tornio rose intorno al
1760 anche se esiste un esempio di quadrante guilloché realizzato da
Pierre Duhamel nel 1650 e custodito all'Albert and Victoria Museum di
Londra.
Ciò che è sicuramente provato è che solo dopo il 1770
l'attività di guillochage prese piede in Svizzera nei suoi vari valloni
industriali.
Con regolarità solamente dopo il 1790 (tratto da "The Swiss
Watch" di E. Jacquet et A. Chapuis).
I torni copiatori vennero
inventati successivamente. Bisogna ricordare che l'uso dei torni rose
(nome derivato dal tipo di decoro a rosette molto adoperato) trovò
applicazione oltre che sui metalli anche sul legno e su altri materiali
(corallo, madreperla, avorio per citarne alcuni).
Famosi furono i
cuff-links (gemelli da camicia) di re Carlo II d'Inghilterra che
divennero una vera e propria moda in tutta Europa.
In Inghilterra
divenne famoso anche un costruttore di torni tra cui anche i rose , tale
John Jacob Holtzapffel la cui famiglia scrisse poi il famoso trattato
di 5 volumi "Turning and mechanical manipulation" vera opera omnia
sull'uso dei torni.
Altra opera fondamentale sull'uso dei torni fu "Le
manuel du tourneur" scritto da L.E.Bergeon nel 1796.
Il più famoso
decoratore di quadranti e casse fu senza dubbio Abraham-Louis Breguet ,
il Leonardo dell'orologeria. Si deve a lui la grande diffusione del
Guillochage sugli orologi di prestigio.
Cerchiamo ora di comprendere perché i quadranti a superficie guilloché si definiscono fatti a mano.
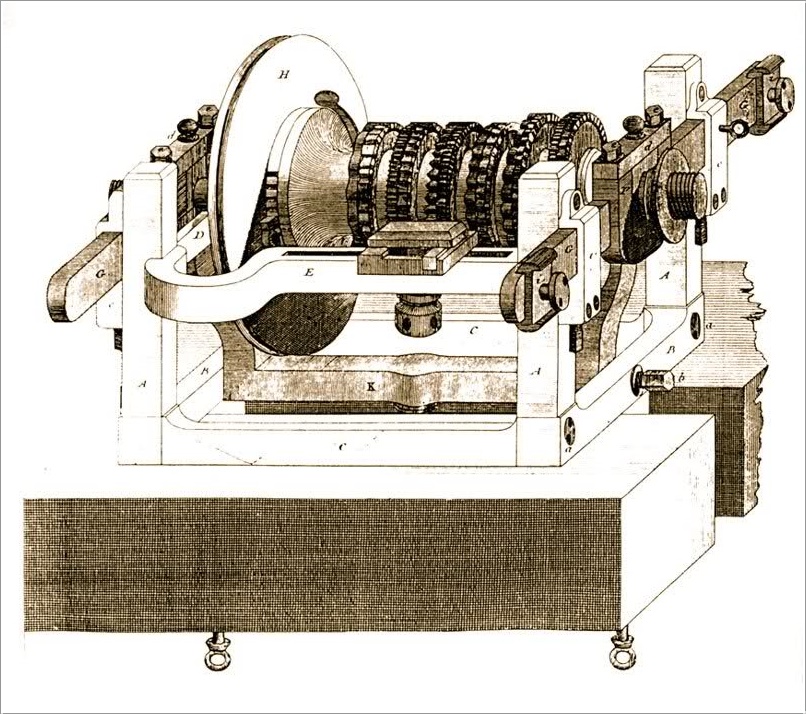
Innanzitutto esistono due tipi di torni per la decorazione :
1° Il cosiddetto "Ligne droite" che permette l'esecuzione delle incisioni rettilinee e spezzate.
2° Il cosiddetto "Tour à guillocher" che permette l'incisione dei tratti circolari e ondulati.
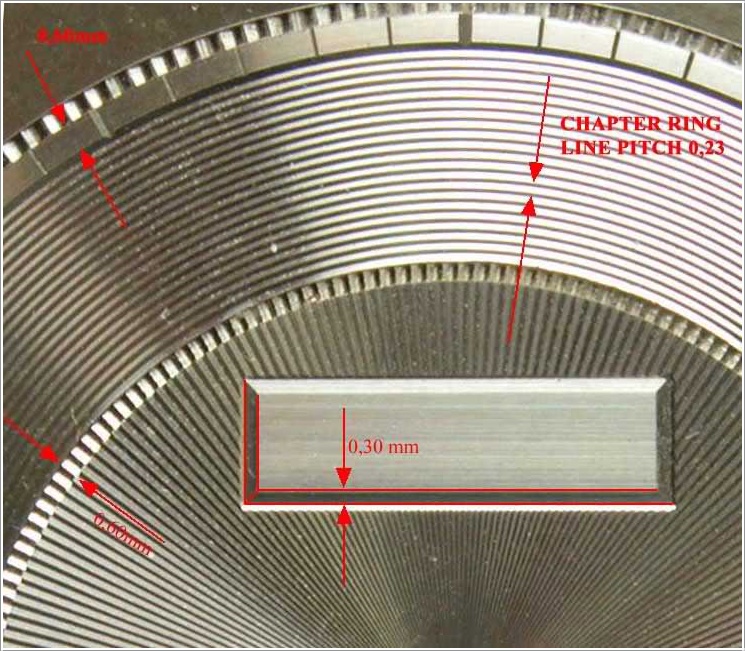
I
tratti formanti i decori in generale hanno tra gli 0,1 e 0,5 mm. di
larghezza e tra i 3 ed i 4 centesimi di mm. di profondità .
I
decori ottenibili sono pressoché infiniti e si applicano su ébauches
d'oro o di platino.
Buoni risultati s'ottengono anche su ébauches con
madreperla oppure in acciaio inox (negli ultimi anni).
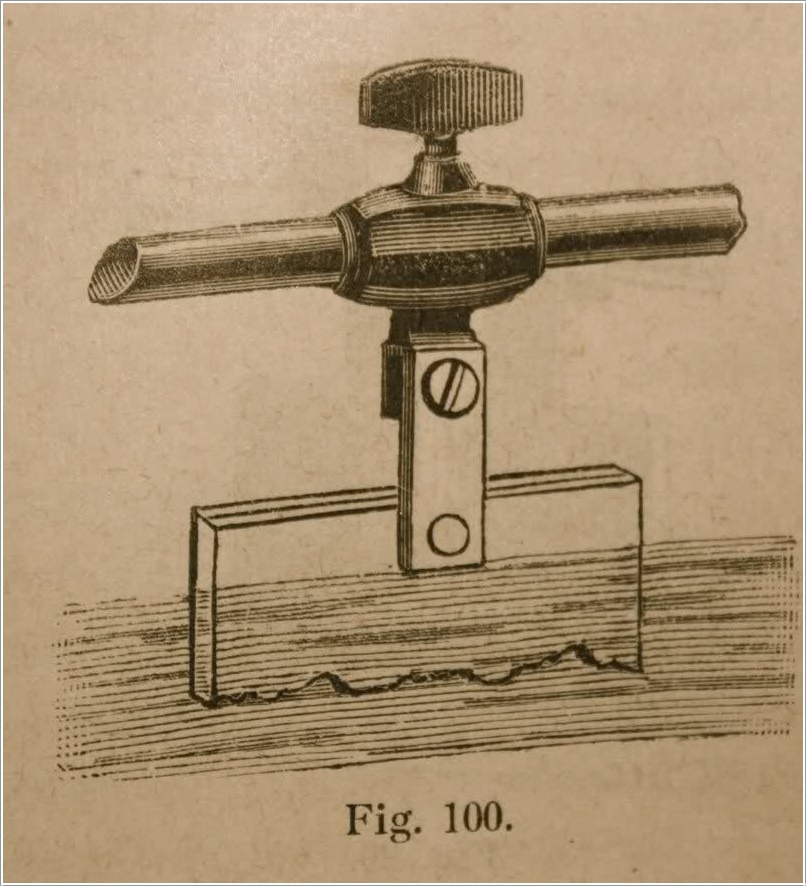
Il maître
guillocher aziona direttamente il tornio. Con una mano egli aziona una
manovella che mantiene il pezzo da lavorare in movimento mentre con
l'altra spinge il carrello sul quale é fissato il bulino che incide il
quadrante. Sapendo che ciascun tratto è effettuato uno appresso
all'altro, la destrezza e la sensibilità estetica del maître sono
fondamentali (posizionamento , velocità , pressione sul bulino ,
precisione nell'arresto della incisione ecc.). I torni a guillocher non
debbono essere considerati delle macchine industriali ma solo degli
utensili che aiutano l'artigiano nella sua arte incisoria più precisa ed
elaborata di quella fatta esclusivamente a mano.
Va da sé che ogni singolo pezzo possiede caratteristiche uniche ed irripetibili.
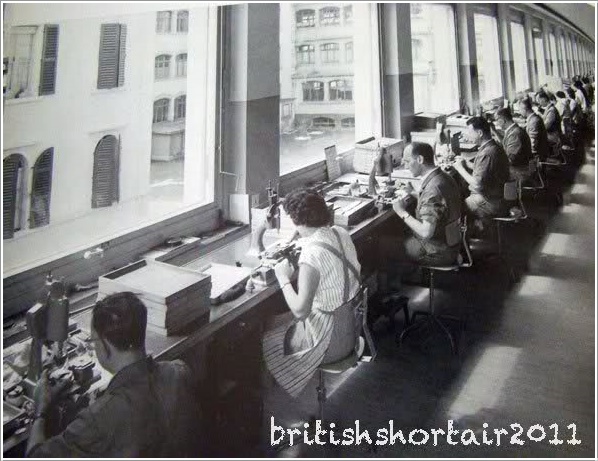
Ai
nostri tempi un maestro incisore , dopo aver frequentato la scuola
d'arte , effettua un praticantato di almeno 5 anni presso le ditte
specializzate nella costruzione dei quadranti. Al termine dei 5 anni
l'addetto può cominciare a svolgere i suoi primi elementari lavori……
Durante la mia visita presso la Stern Creations SA ho avuto modo di
vedere di persona il reparto dove i torni erano in funzione .
Autentici pezzi da museo ( il più antico datava 1868)

I torni Rose presenti erano tutti in ordine e perfettamente funzionanti
( da notare la personalizzazione moderna del sistema di ingrandimento
ottico effettuato nel reparto meccanico della Stern). Nel guillochage il
maestro segue un disegno concordato col cliente oppure lo effettua
secondo la sua vena artistica. Solo dopo numerose prove su una ébauche
di lega , una volta perfezionata la lavorazione , si passa alla
piastra di oro con cui s'incidono i motivi prestabiliti.
Arte allo stato
puro , nei casi più elaborati, per un solo quadrante possono essere
impiegate anche 36 ore di lavoro…..I torni Rose non possono essere
sostituiti dai sistemi meccanici moderni.
La perfezione di quest'ultimi
balza all'occhio immediatamente togliendo al quadrante il sapore del
pezzo unico e dell'opera d'arte.
Naturalmente su guillochage
semplici la cosa non è così importante e di conseguenza il prezzo finale
scende se ad eseguirlo è una macchina a comando elettronico collegata a
sistemi CAD/CAM (sistema in uso per quadranti destinati a orologi di
medio/basso livello).
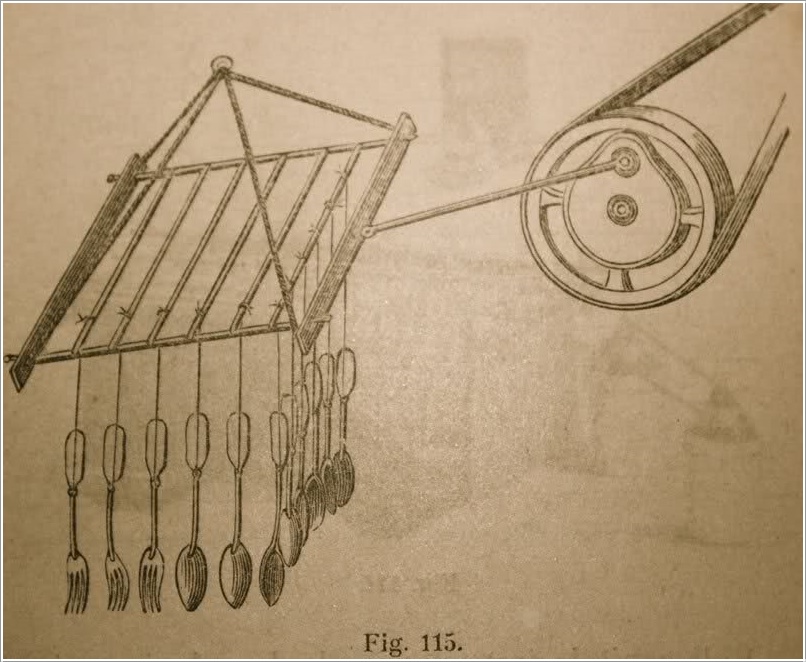
Altra lavorazione sviluppata nel secolo
scorso è la cosiddetta "torniocopiatura" ovvero la decorazione della
superficie a vista di un quadrante attraverso l'uso di torni copiatori.
Tornio copiatore in funzione alla Stern:
Macchine
molto elementari nel funzionamento , riproducono sulle ébauche il
motivo inciso su delle piastre in legno (un tempo) o in materiale
resinoso colato nei più recenti.
Le piastre in legno duro inciso da me ammirate presso la Stern sono degli autentici capolavori d'arte .
Le piastre presenti alla Stern:
Oltre
alla tapisserie , si potevano riprodurre decorazioni più elaborate. Un
esempio di tapisserie molto conosciuto dai collezionisti ed ottenuta
mediante tornio-copiatura è il quadrante del "Royal Oak" di Audemars
Piguet prodotto presso la Stern Creations SA sin dal famoso seriale A ed
ora in produzione congiunta con Flueckiger ZJ .
.3 Lavorazione a conio dell'ébauche (frappage et emboutissage).
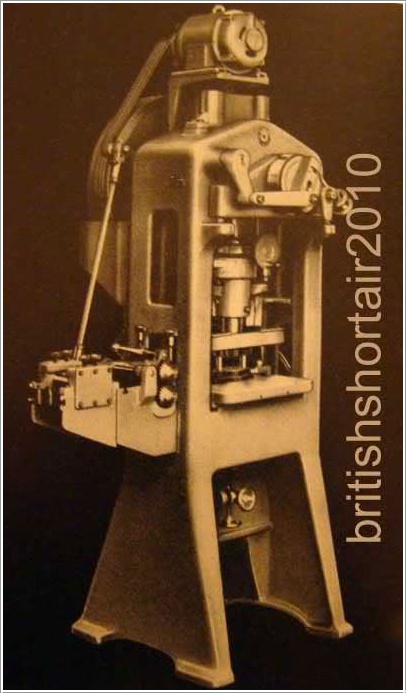
E' agli inizi del secolo scorso che presero piede le macchine che rivoluzionarono l'industria orologiera : le presse .
Con
esse le lavorazioni molto delicate e richiedenti molteplici passaggi
(ad esempio le ruote dentate , le casse , le corone , i ponti ecc.)
vennero risolte in uno o più colpi di una pressa di enorme potenza (sino
a 200 ton.) Nell'industria dei quadranti con esse si poterono ottenere
quadranti con indici in rilievo e/o "guilloché" con uno o pochi passaggi
di pressa. Tutte le aziende , anche di altissimo livello , ricorsero a
tale tipologia di quadranti. Alla Flueckiger SA la stampa a conio venne
introdotta nel 1924.
Le presse nuove installate alla Flueckiger nei nuovi stabilimenti negli anni '60:
Autentici
specialisti , nel reparto "outillage" delle maison , costruivano gli
stampi con incisi gli indici e le decorazioni volute dette "mollette de
marquage , marques à frapper ou chiffres.
Il reparto outillage presso la Flueckiger negli anni '60:
La loro precisione era estrema , sino al centesimo di mm.
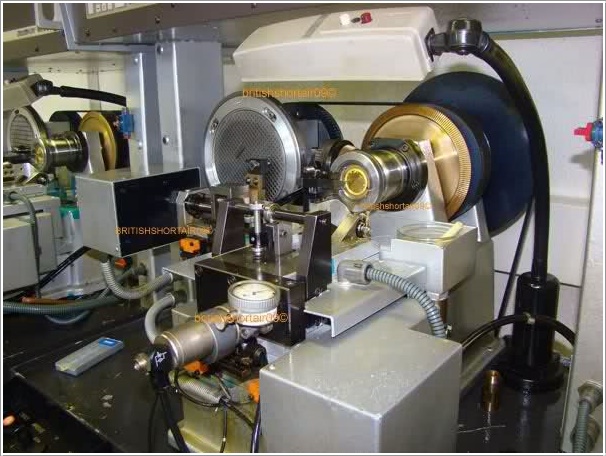
Ecco la macchina utensile preposta alla finitura degli indici dopo il frappage:
All'epoca
i reparti di "outillage" e le macchine utensili (in gran parte frutto
dello sviluppo interno delle aziende) erano il fiore all'occhiello delle
industrie orologiere . Oltre allo stampo , si produceva un
contro-stampo di compensazione che assorbisse il colpo della pressa ed
allo stesso tempo contenesse la massa della piastra impedendo così
all'ébauche dilatazioni dannose (il contro-stampo veniva sempre
leggermente lubrificato) . Il tutto si svolgeva a freddo. A colpo (o più
colpi) avvenuto il lato A risultava perfetto con indici e scritte in
rilievo:
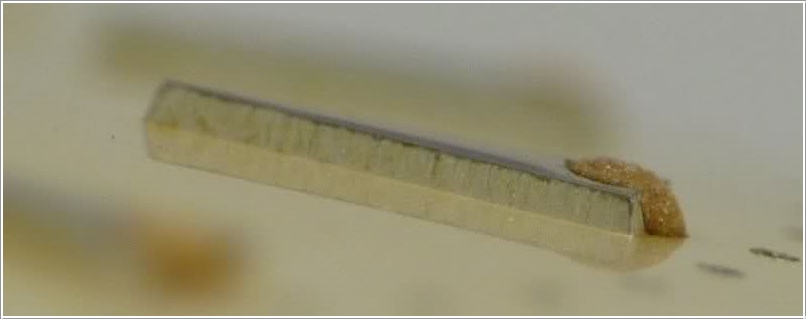
mentre il lato B presentava la sagoma del contro-stampo o leggere mancanze di massa .
Quadrante a conio lato A
Lato B
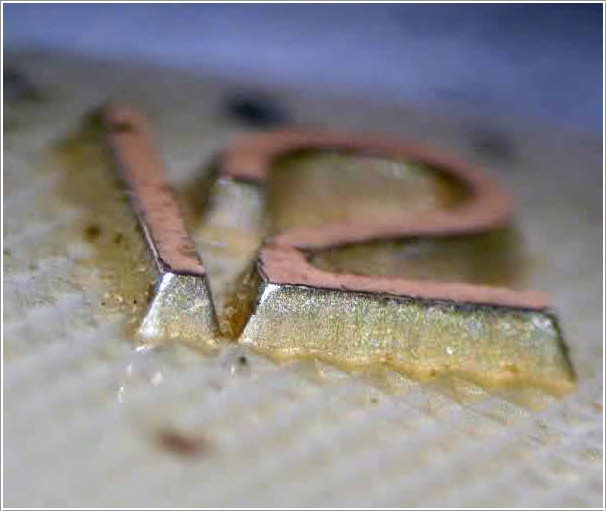
Si
procedeva quindi alla sbavatura meccanica ed alla contornatura . Su
quadranti di scarso valore commerciale ( o su parti di altri) si
adottava anche la tecnica dell'imbutitura , percorso inverso al conio
(lo stampo faceva "fuoriuscire dalla massa" dell'ébauche le scritte e
gli indici lasciando sul lato B la relativa mancanza di materiale).
Esempio di imbutitura del metallo:
Dopo le operazioni meccaniche di sbavatura e pulizia il quadrante passava al reparto di galvanizzazione.
.
4 Trattamenti galvanici di base .
Si
deve a due grandi scienziati italiani la nascita e lo sviluppo della
industria galvanica. Alessandro Volta (FOTO), inventore della pila , e
lo stesso Galvani per lo studio sulla elettricità biologica ed inventore
di attrezzature quali il galvanometro ed il processo elettrolitico a
cui ha dato il nome. Si deve ad un terzo scienziato , meno noto ai più,
tale Brugnatelli , l'esecuzione della prima doratura galvanica, nel
1803.
Un russo , tale Jacobi , nel 1838 , inventò la
"galvanoplastica" mentre nel 1840 , Spencer/Elkington e Ruolz resero
fruibile all'industria , grazie alle loro invenzioni , le arti della
"galvanoplastica" e della "galvanostegia". La prima riguarda la
riproduzione delle forme di un corpo per mezzo di metallo deposto
elettricamente mentre la "galvanostegia" (quella che ci riguarda
direttamente) è il rivestimento galvanico di un metallo con uno strato
aderente di un altro metallo. La cosiddetta "placcatura".
Reparto argentatura e doratura presso la Flueckiger , anni '60:

Una
parte fondamentale per la riuscita di una buona placcatura è la pulizia
del metallo di base.
Il metallo dell'ébauche deve essere perfettamente
sgrassato e a tal proposito esistono operazioni di lavaggio e
decapaggio ( esistono diversi metodi , a caldo e a freddo , mentre per
le leghe di rame si adopera quello chimico) delle ébauche seguite dalle
operazioni di lucidatura a mano.
Tra queste operazioni ed il bagno
galvanico non deve passare molto tempo in quanto un eventuale film
d'ossidazione ne comprometterebbe la riuscita.
Per raggiungere una
eccellente lucidatura a specchio dell'ébauche un tempo si usavano dischi
di feltro ricoperti di polvere finissima di calce , rossetto o tripoli ,
oppure dischi di cuoio dolce , lana , panno o tela.
Prima del
bagno galvanico vero e proprio si usava talvolta effettuare un bagno
intermedio di preparazione.
La cosiddetta "amalgamazione" moderna , un
metodo che permetteva una riuscita decisamente migliore della
argentatura o doratura.
Tale operazione consisteva nella immersione per
pochi secondi dell'ébauche in una soluzione di cianuro di mercurio e
potassa con cianuro di potassio.
Una pulizia non perfetta dell'ébauche
veniva evidenziata da depositi neri sulla superficie della piastra
.Dal
bagno di "amalgamazione" si passava diretta mente a quello galvanico.
Che
cosa contengono le vasche dei bagni?
Di base una soluzione di acqua
distillata e cianuro di potassio allo stato puro (99%).
Le temperature
del bagno devono oscillare tra i 15 ed i 20C° .
Durante l'inverno era
fondamentale il rispetto di tali temperature.
Potete immaginare che tipo
di ventilazione necessitasse un ambiente con tale tipo di soluzione e
relativi vapori.
I bagni andavano ogni tanto chiarificati per mezzo di
filtrazione o lasciati semplicemente a riposo.
Veniamo all'argentatura , il trattamento più diffuso nell'industria dei quadranti metallici.
Le soluzioni adottate erano:
Soluzione tipo I
10 litri acqua
450 gr.di Cianuro di potassio
250 gr. di Argento puro in forma di cloruro d'argento
Soluzione tipo II
10 litri d'acqua pura
250 gr. di cianuro di potassio al 99%
250 gr. argento puro in forma di cianuro d'argento.
Gli anodi erano di argento puro.
La soluzione , durante il passaggio della corrente elettrica, doveva
essere tenuta in continuo movimento per evitare depositi irregolari del
metallo prezioso.A tal proposito i quadranti venivano fatti ruotare
appesi ad appositi cestelli.
cestelli moderni
Esistevano
anche altri metodi di argentatura che le industrie dei quadranti hanno
utilizzato.
Si trattava di trattamenti comunque meno duraturi ( per
contatto , a bollitura e per sfregamento).
Discorso a parte il
trattamento "Niello" che comunque riguardava le casse.
L' altro principale trattamento galvanico in uso nell'industria dei quadranti era la doratura.
Abbandonata
la doratura per amalgamazione (quella antica al mercurio) alla fine
dell'800 ( in Francia venne abbandonata per legge perché i doratori di
professione non raggiungevano mai i 40 anni d'età a causa della estrema
tossicità della stessa), la doratura galvanica vide fiorire il suo uso
industriale coi primi del '900.
Qui la temperatura del bagno doveva
essere decisamente superiore , intorno ai 60C° , e le perdite dovute
all'evaporazione dovevano essere costantemente compensate.
La soluzione era formata da:
10 litri di acqua pura
400gr. di fosfato di soda
100 gr. di fosfito di soda
50gr. di bicarbonato di soda
50gr. di potassa caustica
25gr. di cianuro di potassio 99%
15 gr. di cloruro d'oro.
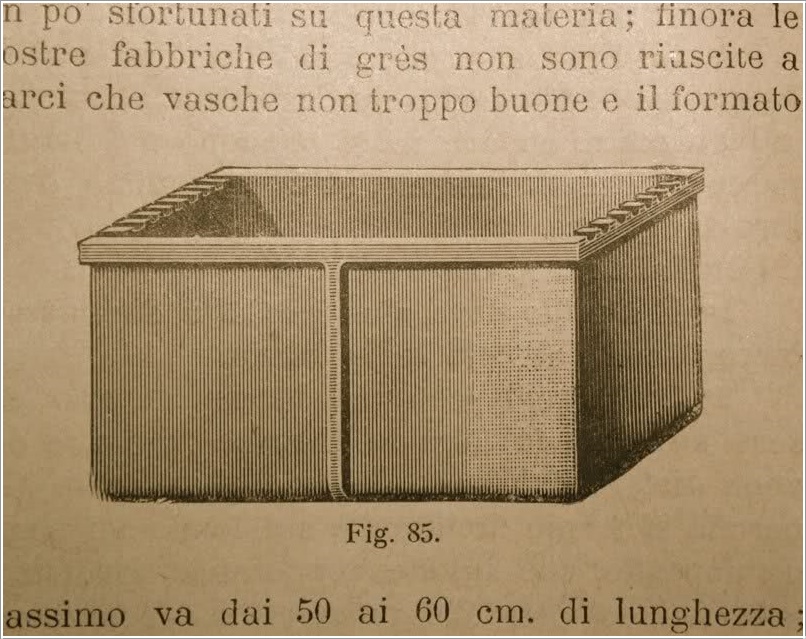
Le vasche all'epoca erano in vetro , porcellana , grès o ferro smaltato.
Gli
anodi era di oro puro.
Trattamento molto costoso , gli veniva preferito
il bagno d'argento sia per i minori costi che per la migliore
conduttività elettrica del metallo meno nobile.
Ciò rendeva eccezionali i
risultati di placcatura e lavorazione di base.
Le dorature di colore
differente (rosso , rosa , bianco ecc.) prevedevano l'uso di anodi di
rame , argento e platino secondo ricette gelosamente custodite dai vari
fabbricanti .
Il quadrante galvanicamente placcato e protetto passava quindi alle lavorazioni successive per la preparazione del fondo .
.5 Trattamenti di preparazione del fondo .
A seconda del tipo di risultato finale da ottenere sul quadrante, si effettuavano differenti lavorazioni di base.
-A Trattamento di porzioni di superfici col metodo a "épargne o reserve"
Nei
quadranti a "oxydation" che potevano essere di colore nero e grigio più
o meno scuro ( a volte blu) ,la colorazione avveniva per procedimento
di elettro-colorazione.
Di solito non presentavano alcun trattamento
della superficie ( erano semplicemente lisci).
Spesso avevano la grafica
e gli "chemin de fer" del colore del trattamento galvanico di base e
quindi si adoperava il sistema ad "épargne o resèrve" dove in pratica si
proteggevano le parti da mantenere del colore del fondo (argento o oro)
attraverso l'applicazione di una vernice non conduttiva (applicata a
tampografia) , cui faceva seguito una essiccazione adeguata della stessa
ed il rinvio dell'ébauche al reparto galvanico per la successiva
elettro-colorazione galvanica.
La vernice ad épargne si toglieva
successivamente al bagno galvanico ed alla asciugatura, mediante acqua
ragia o benzina.
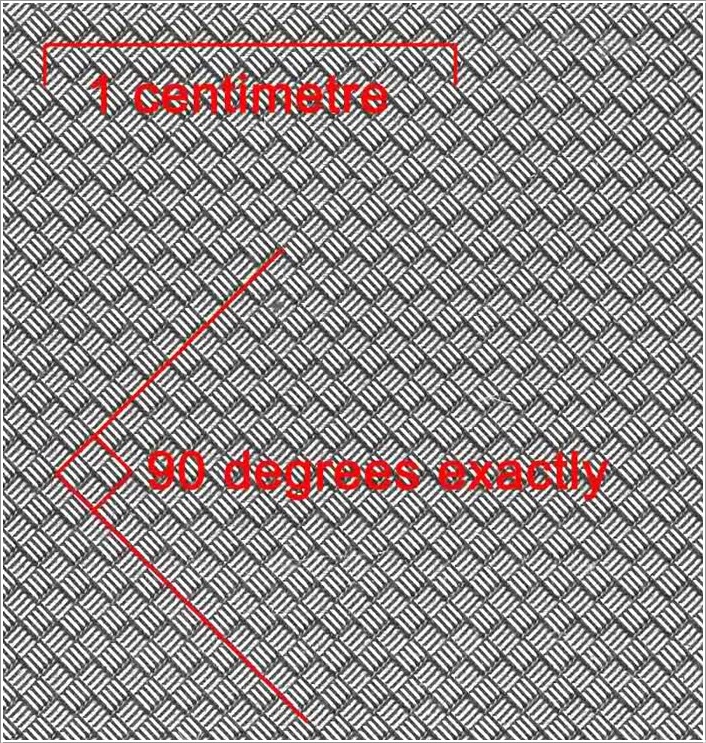
-B Trattamenti superficiali meccanici
E' in questa
fase che i quadranti subiscono i trattamenti superficiali che daranno
poi i vari effetti visivi voluti. Cito la spazzolatura/brossage
(verticale , a 45° , a soleil , a rombi ecc.)
la picchettatura per rendere grené la superficie e molti altri
.Tante di
queste operazioni vengono eseguite prettamente a mano ancora ai giorni
nostri.
Gli addetti adoperavano spazzole di svariata foggia e
materiali per ottenere gli effetti desiderati
.Un esempio molto caro ai
collezionisti é il trattamento a due toni del fondo a mezzo del
"brossage" ortogonale ottenuto grazie alle protezioni ad "épargne" della
superficie del quadrante.
Ad
ogni operazione seguiva il lavaggio e la perfetta asciugatura in forni o
in vasche con la segatura di bosso.Va sottolineato che gli effetti e le
rese delle vernici dipendono solo ed esclusivamente da questi
trattamenti. Foto di indici ottenuti col metodo ad épargne e successiva
décalque.
.6 Verniciatura e coloritura dei quadranti
a. Elettro-colorazione
Certi quadranti neri , copper , silver , malva o blu si ottengono mediante l'elettro-colorazione.
Il bagno di "oxydation" o elettro-colorazione era così composto :
10 lt. di acqua pura
1150 gr. di arsenico (anidride ars.)
300 gr. di carbonato di soda.
Ebbene
sì , il colore era dato dal deposito dell'arsenico.
Più si lasciava nel
bagno il quadrante e più chiaro era il colore che si otteneva (scala
dei grigi/silver).
Gli anodi erano di carbone o di rame. Per conservare
nel tempo il deposito di colore formatosi grazie alla
elettro-colorazione , si usava proteggere il quadrante con una vernice
protettiva trasparente o , per le tinte scure, con vernice del colore
del deposito ( a volte si usava dare una vernice colore blu).
Tale
vernice serviva anche a rinforzare la tinta e a renderla più o meno
brillante.
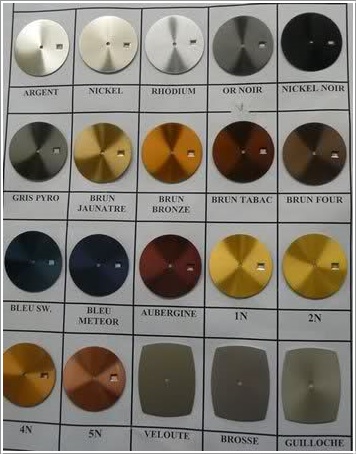
Campionario colori ad "oxydation"
Nei
reparti per il trattamento del fondo si usava anche colorare di nero i
quadranti attraverso un bagno dell'ébauche in una soluzione di :
1000 gr. di carbonato di rame
5000 gr. di ammoniaca liquida
1/2 litro d'acqua distillata.
Anche
questa variante doveva essere protetta con la vernice trasparente a
finire (zaponage).
Tale tipo di trattamento aveva la caratteristica
peculiare di virare dal nero al bruno se messo in forno d'essiccazione a
30C°.
B. Vernici a spruzzo
La vernice poteva essere mono o
bi-componente ed essere spruzzata in diverse mani a seconda dei
risultati che si volevano ottenere o dai procedimenti produttivi (bi
colore , tre colori ecc. ).
La verniciatura oggi viene effettuata in
apposite cabine pressurizzate e il quadrante deve seguire un protocollo
per l'asciugatura e le successive lavorazioni.
Una volta verniciato
del colore che si vuole , al quadrante veniva e viene tuttora applicata
la verniciatura trasparente protettiva(erroneamente quando è lucida
viene definita laccatura)
Oggigiorno le vernici variano , possono
essere matt o glossy e possono essere bi o mono-componente.
In più , a
seconda delle mani stese ,si possono ottenere differenti risultati
(profondità, brillantezza , lucentezza , opacità ecc.).
Anche la
finitura trasparente viene spruzzata in cabine pressurizzate (con filtri
a 2 micron) e poi poste in forno a cicli studiati dai produttori per
l'essiccamento.
Fra raffreddamento ed essiccamento a volte passano
giorni.
Cabina pressurizzata per la verniciatura
L'addetto con la pistola:
In passato la vernice protettiva trasparente poteva essere di due tipi:
Zapon ( ancora oggi così denominata)
Perfettamente
trasparente , era costituita da etere e cellulosa. Veniva adoperata
anche come protezione degli oggetti argentati. Eccezionale per resa ed
omogeneità presentava nel tempo i difetti legati alla componente
organica (viraggio , sfogliatura , macchie bianche ecc.). Poteva essere
stesa anche a pennello o ad immersione.
Brassoline
Leggermente colorata , a base alcool , risultava molto resistente alla luce.
Anche
nelle operazioni di verniciatura esisteva il cosiddetto metodo ad
épargne, ovvero si procedeva alla verniciatura con colori diversi a fasi
successive sullo stesso quadrante mediante la protezione delle parti da
coprire mediante l'uso l'uso di cere , cementi o vernici protettive che
potessero essere successivamente lavate via.
Grazie a tale procedimento
abbiamo ai nostri giorni eccezionali esempi di quadranti bi-colore ,
tricolore chiamati nel gergo dei collezionisti "bull-eye".
Eccone un esempio degli anni '50
alcuni dettagli
Nei
quadranti a conio, alla verniciatura dell'intera superficie, seguiva la
sua abrasione su indici , rilievi , datari ecc. per mettere in risalto
la parte metallica superiore resa così splendente e , a volte ,
addirittura sfaccettata. Tali operazioni , denominate "diamantage" ,
"lapidage" e "facettage" , venivano effettuate con l'ausilio di
macchinari di estrema precisione.
Il tutto veniva sempre
protetto con lo "zaponage", ovvero il film finale trasparente a
protezione. Una nota importante da ricordare riguarda gli spessori in
gioco per le vernici. Si tratta di veli dello spessore di un micron…..
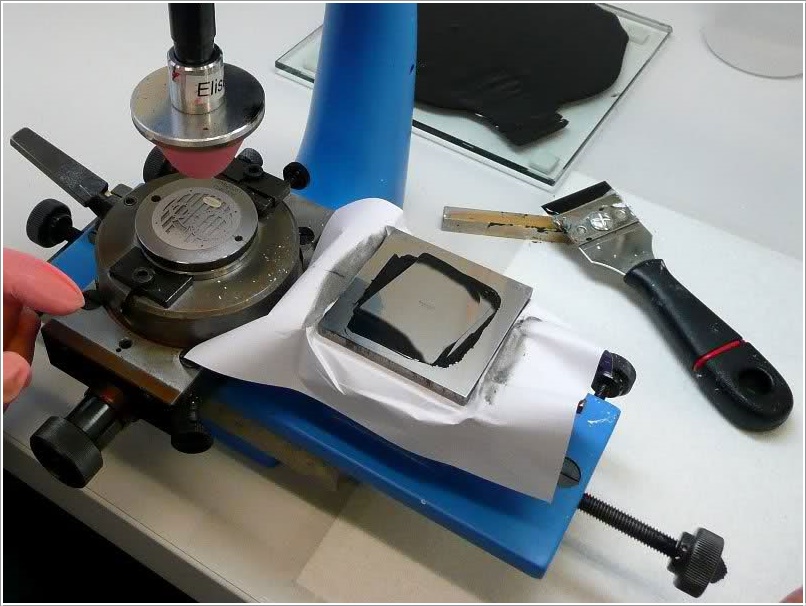
.7 La tecnica della "décalque".
La
cosiddetta tecnica della stampa a tampone (in francese décalque) ,
adoperata sia per i quadranti in smalto che per i quadranti metallici ,
appare alla fine del 19° secolo.
Fu inventata dal Signor Salzmann a
Le-Locle (che non la brevettò).
Fu ripresa in uso dal Sig. Grenthot , a
la Chaux-de-Fonds nel 1895 ( netto spartiacque anche per la datazione
degli orologi da tasca).
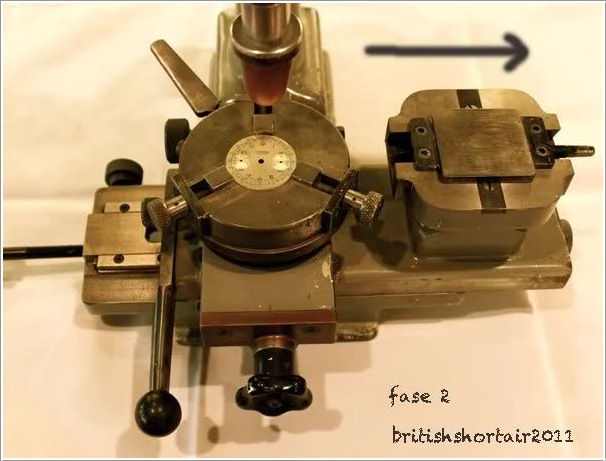
L'attrezzatura , a movimento manuale (a
tutt'oggi) , era allora dotata di un tampone fatto di gelatina (
vegetale tipo melassa , riciclabile)
eccoli nel dettaglio:
sostituito in seguito dal lattice di gomma e , ai giorni nostri, dal silicone.
Come
funziona?
Dapprima si deve preparare il cliché con incise le scritte
ed i disegni da riprodurre.
In pratica veniva predisposta una lastra di
acciaio molto duro su cui venivano incise ( per mezzo del "burin", in
italiano bulino) le scritte , le scale , i contatori , la swiss made
ecc. per ogni tipologia di quadrante , rigorosamente a mano.
Ecco un cliché così come si presenta nell'insieme:
Il dettaglio della stella:
Lo stesso dettaglio al microscopio:
Altro esempio di cliché d'epoca:
Ringrazio l'amico Piero Gallinaro di Ca'Venezze per avermi messo a disposizione i cliché d'epoca.
Tale
operazione avveniva in laboratori autonomi separati ed erano opera di
Mastri incisori provetti (un tempo) mentre oggigiorno sono effettuati
mediante pantografi di estrema precisione a CN gestiti da sistemi
CAD/CAM o a mezzo di fotoincisione.
La superficie del cliché veniva in
seguito trattata galvanicamente mediante la cosiddetta "acciaiatura".
Tale trattamento preservava dai graffi la superficie del cliché che così
poteva essere periodicamente lavata (mediante una soluzione di acido
solforico che non intaccava il ferro) e ri-acciaiata , consentendone
così un uso prolungato ed eliminando allo stesso tempo i problemi
d'incrostazione delle scritte causati dal' inchiostro da décalque .
Ogni
scritta indici e/o contatore ha un suo cliché.
Su questa lastra ,
fissata a lato del tampografo , viene steso a spatola uno strato di
inchiostro speciale da décalque che , con operazione inversa della
suddetta spatola , viene poi rasato , lasciando la giusta dose di
vernice solo dentro le scritte incise .
Ecco l'operazione di stesura dell'inchiostro presso la Parmigiani Fleurier:
un esempio di traslazione:
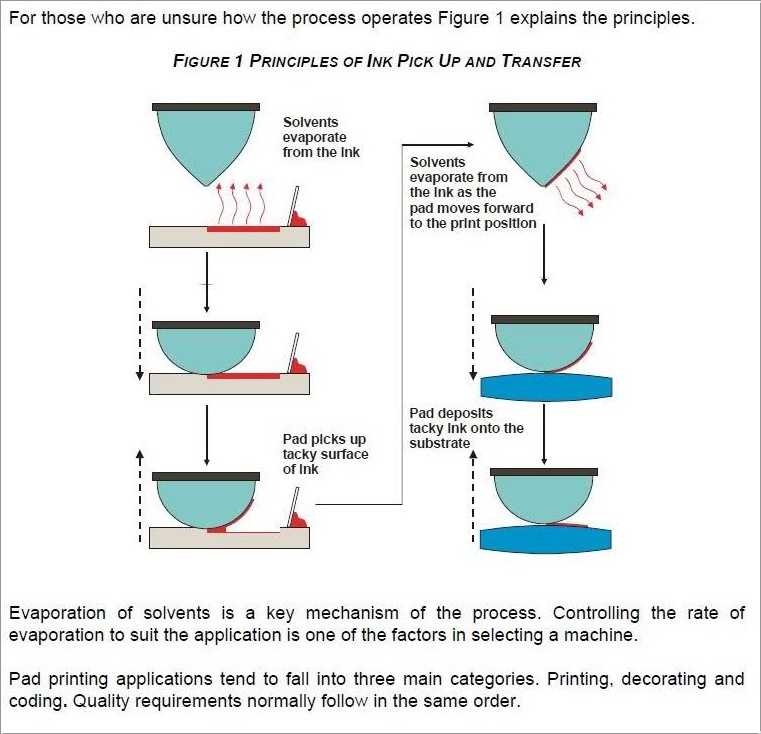
Schematicamente come funziona la tecnica della décalque:
ecco un addetto della Stern all'opera durante le operazioni di décalquage:
Il reparto di "décalquage" presso la Flueckiger negli anni '60
Il
cliché , sistemato su un minuscolo carrello, a questo punto viene fatto
traslare (e di conseguenza l'altro carrello col quadrante) sin sotto il
tampone.
Questi, grazie ad una leva ,viene fatto appoggiare sul cliché
raccogliendo così la dose di vernice sulla sua superficie (in pratica la
forma a goccia si adagia durante la fase di appoggio sulla scritta o
sui disegni , viene di seguito sollevato e poi ri-adagiato (non c'é
pressione) sul quadrante in lavorazione lasciando così impresse le
scritte e le scale perfettamente nitide e , cosa fondamentale , non
deformate.
Avviene quindi un'altra traslazione che riporta a lato
il cliché ed il quadrante in posizione sotto il tampone.
Il quadrante é
fissato ad un'apposita borchia con ricavate all'interno le sedi dei
piedini e con i riferimenti di centratura.
La centratura iniziale
veniva eseguita sopra ad un foglio di carta trasparente intermedio.
La
centratura finale del quadrante avviene mediante un sistema ottico di
alta precisione (lo stesso in uso sui teodoliti o le livelle
topografiche) sulla verticale del quadrante (peraltro estremamente
semplice e in uso alla Stern Crèations SA da molti decenni).
In
questo caso le tacche di centratura sul quadrante non vengono MAI
eseguite.
L'operatore a questo punto abbassa il tampone con apposita
leva (regolata nella corsa e nella forza alla sensibilità
dell'operatore) rilasciando sul quadrante le scritte varie, contatori ,
scale ecc. in sequenza ( ogni scritta o scala necessita di differente
cliché) .
Sulle prime prove si passa il tampone sull'ébauche e se il
risultato è scarso o non corrispondente allo standard si cancella con un
semplice passaggio con un panno perfettamente pulito e non abrasivo
imbevuto di trielina o cloroformio.
Sfatiamo il mito dei quadranti di
serie B o prime serie o ultime serie.
Basta e bastava un semplice tocco
di trielina per togliere la grafica a décalque e ricominciare tutto da
capo.
A volte i passaggi di décalque sono più di uno per poter ottenere
indici o scritte con maggior rilievo o speciali.
Si tratta di una
tecnica che necessita di bravura e precisione ( occhio e braccio)
particolare per ottenere un lavoro perfetto (nei limiti di una attività
manuale).
Le sequenze nel lavoro di décalquage si possono così
riassumere:
.il quadrante é finito e completo di zapon.
.prima si imprimono le scale esterne a più colori
.poi un contatore
.poi il secondo ed il terzo (se c'è)
.poi la scritta anti-magnetique o altro in basso in centro
.poi lo SWISS MADE
.infine
la marca o il logo (questo per i soli quadranti di manifattura mentre
per quelli con movimenti comuni a più marche la scritta veniva impressa
solo prima della consegna dell'ordine).
Le personalizzazioni venivano a
volte effettuate direttamente dai negozianti.
A questo punto il
quadrante , se la qualità è conforme agli standard ( il controllo
qualità è sempre esistito nelle maggiori industrie di produzione di
quadranti), si può passare al forno di essiccazione per l'asciugatura
della décalque (minimo 40 minuti a temperatura di 30° circa).
Naturalmente se determinate grafiche s'intersecano le décalques vanno
passate al forno per l'essiccamento fra un passaggio e l'altro .
Non si
possono eseguire lavorazioni "fresco su fresco".
Se lo stesso quadrante
non abbisogna di indici applicati può essere imballato e consegnato alla
Maison che lo ha ordinato. E' di fatto terminato.
A questo punto dobbiamo ricordare due lavorazioni particolari prima di passare all'articolo successivo :
-I quadranti "inefaccables" (indelebili)
Traendo
esperienza dalle lavorazioni sui quadranti in smalto , per alcune
maison di grande prestigio (PP , V&C , AP ecc) i migliori produttori
di quadranti elvetici eseguivano l' incisione sull'ébauche di tutta la
grafica.
L'inchiostro da decalque veniva sostituito da uno smalto
specifico che subiva il passaggio in forno a temperature più elevate.
Tutta la grafica, oltre ad essere maggiormente in rilievo rispetto alla
verniciatura di base, assumeva durezza e durabilità maggiori di lì
l'appellativo di "indelebili".
Oggigiorno risultano anche i più facili
da restaurare da parte delle stesse maison che li hanno prodotti in
precedenza.
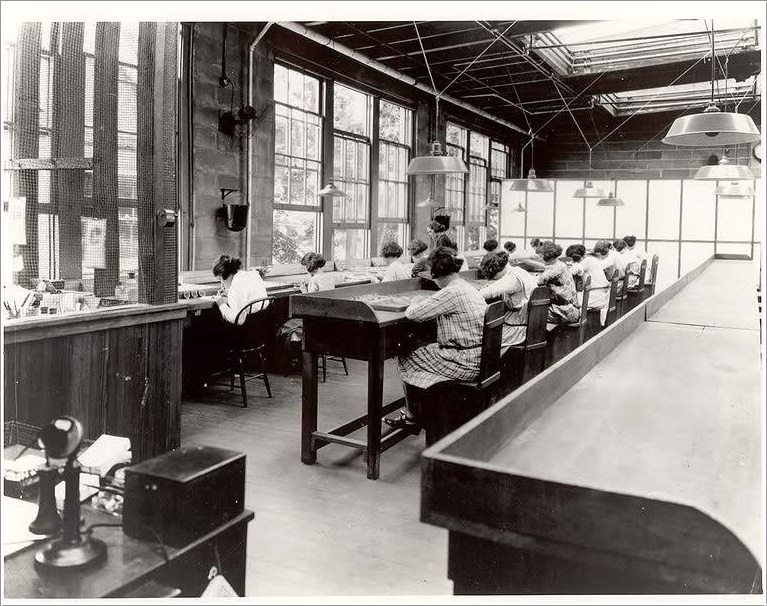
-Applicazione a mano dei materiali luminescenti.
Nate
per esigenze principalmente militari in cui risultava necessaria la
lettura notturna dell'ora sul quadrante, le grafiche luminescenti
necessitavano dell'applicazione di appositi materiali radioattivi.
La
Panerai col suo "radiomir" e le altre aziende col radio, ottennero
l'effetto desiderato.
Agli inizi, con semplici pennelli le operaie
addette a tale operazione applicarono il materiale luminescente sui
quadranti di migliaia di orologi.
E' provato che molte di loro persero
la vita a causa di ciò ( Molto noto il caso delle "radium girls" negli
States).
Eccole all'opera, giovani donne destinate ad una morte atroce. Onore ed una preghiera per loro.
Un
esempio di radio originale applicato su quadrante "bull-eye".
S'intravedono le grazie sul numero arabo ottenuto con la tecnica ad
"épargne".
Vennero predisposte delle attrezzature apposite ma la pericolosità rimase.
Con
gli anni 50 si iniziò l'uso del trizio che con la sua bassa
radioattività rese il lavoro meno esposto a malattie professionali
gravi.
Con gli anni '70 la radioattività venne bandita per legge in
Svizzera. I materiali fluorescenti adoperati persero totalmente la loro
carica radioattiva.
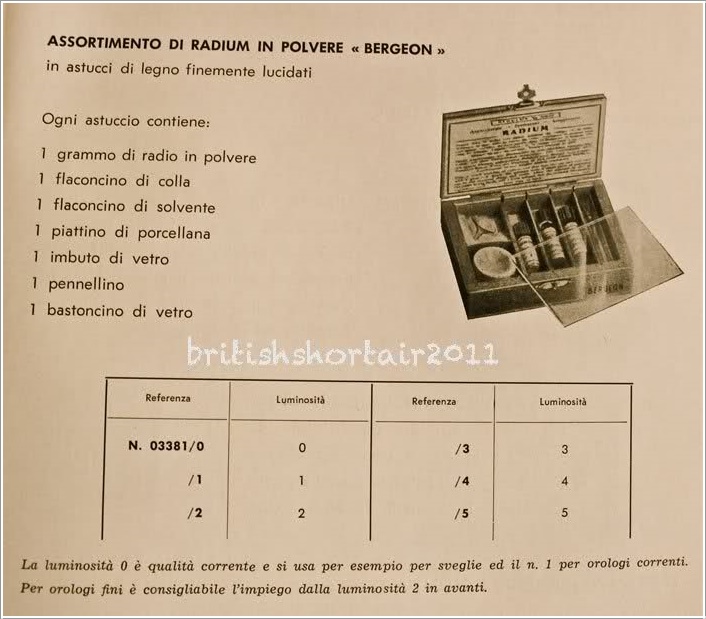
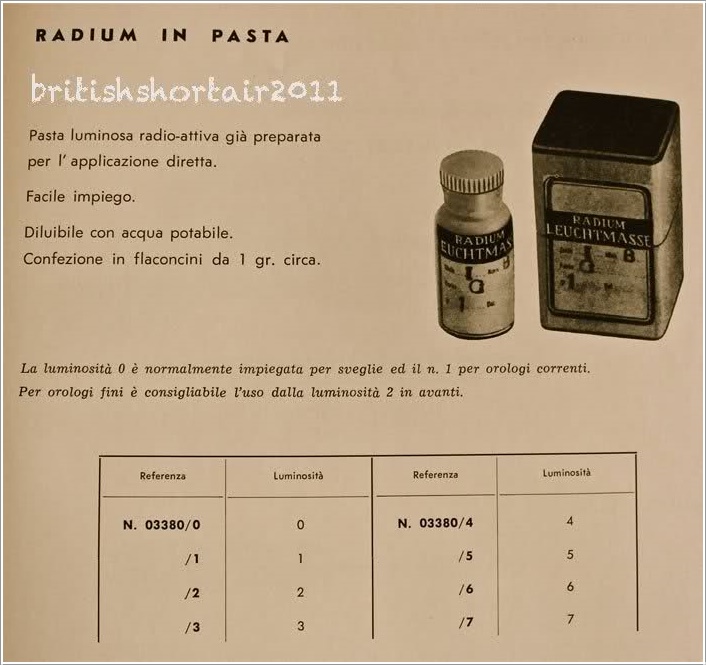
Esempi di materiali luminescenti radioattivi così come venivano commercializzati ancora nei primi anni '50
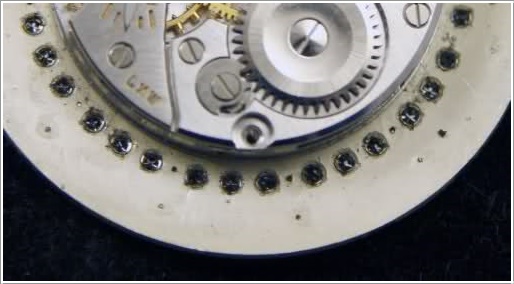
.8 Applicazione degli indici e delle pietre preziose.
L'ultima
operazione da eseguire su di un quadrante era l'applicazione degli
indici.
In Francese si chiama "sertissage" ma il termine vale sia per
gli indici applicati che per le pietre preziose.
Esisteva sempre un
reparto specializzato dove solerti mani (di solito femminili)
procedevano all'applicazione di questi minuscoli indici stampati in oro
massiccio.
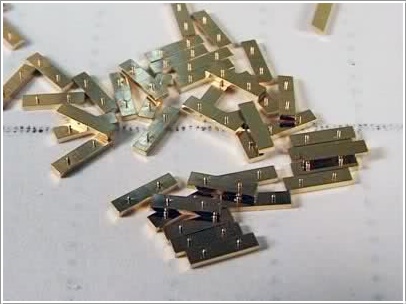
Ne
esistono miriadi di forme e colori e possiedono di solito due piedini
che vanno posizionati nei forellini preventivamente eseguiti
sull'ébauche ( anche "les appliques", gli indici , sono prodotti con le
presse).
Operazione delicatissima ed esclusivamente manuale , prevedeva, dopo l'applicazione, la ribattitura dei piedini per il fissaggio
degli indici all'ébauche .
La ribattitura avveniva a mezzo di micro
trapani smerigliatori che ribattevano, piegavano ed accorciavano i
piedini lasciando al loro passaggio i tipici segni sul retro.
La
posizione dei fori aiutava l'operatore nell'applicazione degli indici ma
in presenza di quadranti bombati e magari di grandi dimensioni
l'attenzione dedicata dall'operatore doveva essere massima (l'indice è
curvato e l'ébauche è curvata).
Nello stesso reparto si applicavano anche le pietre dure , la madreperla o altri tipi di rivestimenti.
Alla
Stern , per ovvie ragioni di sicurezza, in un altro reparto, si esegue
ancora oggi l'applicazione dei diamanti o delle altre pietre preziose.
Le pietre vengono prima fissate a dei castoni d'oro dotati di piedino,
poi vengono applicate sul quadrante ed il relativo piedino ribattuto
come per un normale indice.
Il retro con evidenti i passaggi della luce attraverso i castoni:
Il
castone però ha il piedino forato per il passaggio della luce che fa
risaltare la brillantezza e le sfaccettatura della pietra incastonata.
Negli anni '50 , soprattutto negli States, era di gran moda avere
l'orologio maschile incastonato con diamanti.
Una famosa ditta di
NY (….) ristampava i quadranti con incastonati i diamanti o i famosi
quarzi chiamati "rhynestone" (letteralmente le pietre del fiume Reno in
Germania).
La stessa ditta ristampava i quadranti con tecniche a
lei proprie.
.9 Le principali differenze tra la tecnica odierna e quella adottata in passato per i quadranti metallici
Dalle
mie interviste telefoniche con vari produttori e dopo essermi recato di
persona alla Stern Creations SA ed averne visitato i reparti alla
presenza di un "cicerone" d'eccezione (il direttore tecnico al lavoro in
azienda da + di 50 anni ed ora in pensione) ho potuto verificare e
confrontare le differenze fra le attuali tecniche produttive e quelle
del periodo compreso tra la fine degli anni '30 e la fine degli anni
'60.
Sono arrivato a queste personali conclusioni :
1 - Le ébauches
sono fatte con gli stessi materiali dell'epoca.
A volte anche oggi
s'adoperano piastrine in oro , argento o addirittura in platino.
2 - Le
lavorazioni meccaniche s'avvalgono oggigiorno dell'ausilio dei computer
e dei sistemi cad/cam che permettono livelli di tolleranza e precisione
inimmaginabili un tempo.
Ciò nonostante la Svizzera negli anni '30 e
'40 costruì macchinari davvero speciali con tolleranze e precisione già
allora all'avanguardia (100mo di mm.).
Pertanto le lavorazioni di "ieri"
debbono mostrare la minore precisione (vedi i punzoni ad esempio), e la
minore attenzione soprattutto al retro dei quadranti. Il guillochage è
rimasto inalterato grazie anche alla presenza degli stessi torni
adoperati centinaia d'anni fa.
3 - Grande differenza la pongono le
vernici.
Il loro livello qualitativo allora era molto inferiore alle
odierne soprattutto a livello protettivo e di resistenza alla luce
solare.
Lo Zapon , prodotto a base organica, col tempo degradava
cedendo così il passo all'ossidazione della superficie del quadrante.
Non esistono quadranti prodotti 60-70 anni fa privi dei segni
d'ossidazione.
Al contrario , grazie ai metalli preziosi contenuti al
loro interno ed a certe sostanze ora proibite perché tossiche, le
vernici di un tempo assumevano toni e colori particolarmente ricchi ed
affascinanti.
A ciò si aggiunga la patina del tempo che dona a certi
quadranti colori e sfumature non realizzabili oggi giorno.
4 - La vera
grande differenza fra i quadranti vintage e quelli moderni è
l'incisione dei cliché tampografici.
Una volta erano eseguiti a mano da
mastri incisori che eseguivano a mezzo di "burin" di differenti sezioni e
forme tutte le scritte sulle piastre dei cliché secondo un'arte
secolare. Oggi ci pensano i computer , le macchine a controllo numerico o
le macchine di fotoincisione.
I cliché incisi a mano presentano la
"perfezione irregolare" delle opere d'arte i secondi la perfezione
asettica di una macchina (nelle ristampe le imperfezioni della
fotoincisione grossolanamente riproduce degli originali di piccole
dimensioni).
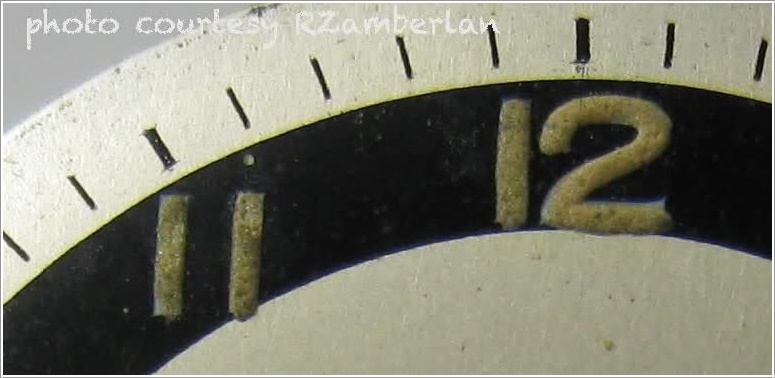
Le famose "grazie" sono una diversa dall'altra ed a volte
non ci sono sulla stessa lettera.
Le scritte sono finissime e
perfettamente proporzionate ma , se viste al lentino, presentano
differenze dovute alla incisione a mano.
Capita spesso che un produttore
usasse lo stesso cliché su diverse tipologie di orologio.
Ne consegue
che uno stesso impercettibile difetto possa essere presente su più
orologi.
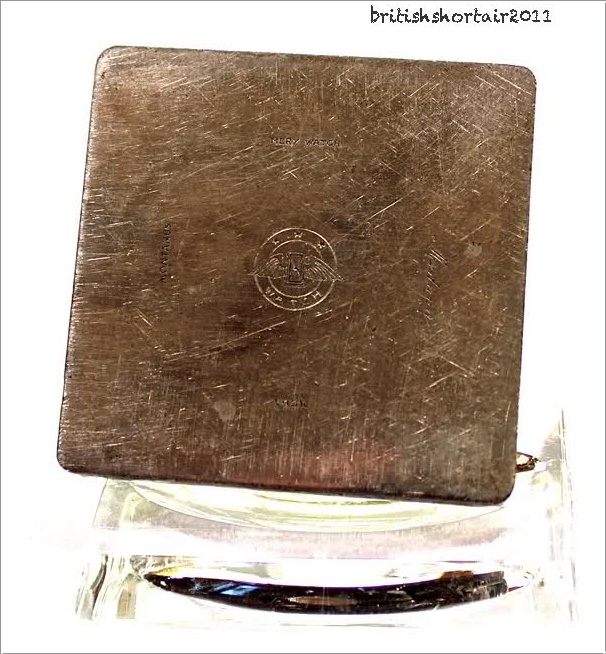
Alcuni esempi di logo:
Stern per Longines:
Esempio Flueckiger ZJ (stesso periodo di produzione degli Stern e stessa tipologia di quadrante)
Dedico questo mio lavoro ai lettori veramente
appassionati dell'orologeria, assetati di conoscenza e innamorati dei
loro segnatempo. Solo a loro.
Adriano D.
(Un grande ringraziamento ad Adriano D. un amico e un profondo conoscitore di orologeria Vintage, per avermi dato modo di ospitare nel sito una delle sue ricerche approfondite e dettagliate in merito ai quadranti.)
(Foto e testi sono di proprietà dell'autore dell'articolo e non possono essere copiati e utilizzati senza il suo preventivo consenso.)